
Why 20kN Pre-compression Fails: The 100kN Dual-Compression Rotary Tablet Press Guide?
Formulating and compressing effervescent vitamin tablets poses severe mechanical challenges, primarily due to the high air-entrainment and low bulk density of effervescent powder beds, which frequently manifest as tablet capping and edge chipping.
In this engineering playbook, we will examine the compression mechanics of why a standard 20kN pre-pressure fails, and demonstrate how a heavy-duty 100kN dual-compression rotary tablet press system systematically eliminates trapped air to guarantee structural hardness.

Effervescent tablet chipping problem
Let's evaluate the stress distribution variables and cleanroom microclimate parameters utilized in our recent US manufacturing integration.
1.Why Does 20kN Pre-pressure Fail for Effervescent Tablets?
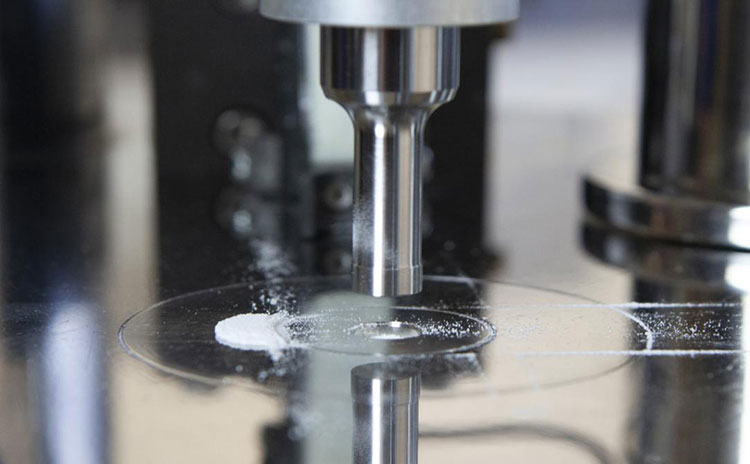
A standard 20kN pre-pressure fails for effervescent tablets because it lacks the mechanical force required to evacuate the massive volume of air trapped within light, porous effervescent powder beds, causing severe internal stress concentration and catastrophic capping when the main compression strike occurs.
Powder sticks to the punch. You waste expensive materials. A low 20kN pre-pressure leaves air inside the tablet. A higher pre-pressure removes this air and saves your batch.
A 20kN pre-pressure is too weak for effervescent powders. These powders have high air content and flow poorly. The weak pressure leaves trapped air. When the main pressure hits, the tablet breaks. You need high pre-pressure to force the air out first.

Low pre-pressure tablet failure
My US client used a standard tablet press. The machine had a 100kN main pressure. But the pre-pressure was only 20kN. They told me their tablets kept chipping. I knew exactly why.
Effervescent powder is not like normal powder. It is very light. It holds a lot of air inside it. When you press it, the air must go somewhere. If you only use 20kN, the air stays trapped inside the powder bed.
The Physics of Powder Compression
When the main 100kN pressure hits the powder, the trapped air tries to escape quickly. This fast escape breaks the tablet apart. We call this capping or chipping.
The stress inside the tablet is not even. The top part is hard. But the middle part remains soft. You can see the clear differences in the table below.
| Pressure Type | Air Removal | Tablet Structure | End Result |
| 20kN Pre-pressure | Poor | Weak and uneven | Chipping and soft tablets |
| High Pre-pressure | Excellent | Strong and solid | Perfect and hard tablets |
To systematically suppress severe tableting defects like capping and picking in high-volume effervescent runs, our dynamic compaction force profiles are meticulously validated against the peer-reviewed frameworks found in ScienceDirect: Sticking and Picking in Pharmaceutical Tablet Compression and the strict structural compliance laws mandated by FDA cGMP Regulations for Finished Pharmaceuticals (21 CFR Part 211). This rigorous mechanical calibration ensures that our high-speed continuous output aligns flawlessly with global pharmaceutical quality systems, establishing a perfectly stabilized powder rearrangement before the main compression strike occurs.
2.How Does 100kN Dual-Compression Fix Tablet Hardness?
Soft tablets ruin your brand reputation. Customers hate broken tablets. A 100kN dual-compression system pushes out all air and locks the powder together. This guarantees hard tablets.
The 100kN dual-compression uses 100kN for pre-pressure and 100kN for main pressure. The massive pre-pressure shapes the difficult powder into a solid block. The main pressure then finishes the job. This method makes the tablet very hard and completely stops cracking.

100kn dual compression machine
I told my client to stop changing their formula. The formula was fine. They needed a special effervescent tablet press. This tablet press machine uses equal pressure for both steps. It uses 100kN for the first press. It also uses 100kN for the second press.
Why Equal Pressure Matters

Effervescent powders are very hard to compress. They resist pressure strongly. When you hit them with 100kN first, you force all the air out slowly. The powder particles lock together tightly. They form a very stable structure. Then, the main 100kN pressure makes the tablet perfectly hard. The stress is spread out evenly across the whole tablet.
Motor Power is Key

To do this, the machine needs a very strong motor. I always suggest an ABB brand motor. It handles the heavy load without stopping. A weak motor will burn out quickly under high pressure.
| Feature | Standard Press | Special Effervescent Press |
| Pre-pressure | 20kN | 100kN |
| Main pressure | 100kN | 100kN |
| Motor Power | Standard brand | High-power ABB brand |
| Production Speed | Slow and unstable | Fast and very stable |
With this new setup, the machine runs fast. The tablets come out perfect every single time. You do not need to slow down the machine anymore. You can run at top speed and make a lot of money.
3.Why is a Fully Enclosed Feeder Essential for Effervescent Tablets?
Sticky powder stops your machine. Humidity ruins your expensive ingredients. A fully enclosed feeder blocks out wet air completely. Your powder stays dry and flows perfectly.
Effervescent powders absorb water very fast. A standard open feeder lets humid room air touch the powder. The powder gets wet and sticks to the punches. A fully enclosed forced feeder stops air from entering. It keeps the powder dry and pushes it smoothly.

Effervescent tablet press machine with fully enclosed forced feeder
My client used a normal feeder on their old machine. I asked them about it. They said the powder always got sticky. I explained that effervescent powder is highly sensitive to moisture. It drinks water from the air very fast.
The Danger of Open Feeders

Due to the highly hygroscopic nature of effervescent formulations, traditional open feeders easily expose the powder bed to trace moisture in the ambient cleanroom air, triggering localized micro-reactions that lead to severe sticking and filming on the punch faces.
To counteract this environmental risk, AIPAK’s solid dosage workshop engineering integrates a fully enclosed forced feeder seamlessly linked with an automated vacuum transfer line. This closed-loop configuration not only establishes an absolute physical barrier against outside air but also utilizes three-impeller paddles inside the feeding chamber to mechanically force-fill the dies.
This guarantees smooth powder flowability and keeps individual tablet weight variation strictly within the tight limits mandated by international pharmacopeias.
The Enclosed Solution

I told them to use a fully enclosed forced feeder. This feeder is sealed tightly. No outside air can get inside. I also told them to use a vacuum loader. The vacuum loader moves the powder from the barrel to the feeder automatically. No human hands touch the powder.
| Feeder Type | Moisture Control | Powder Flow | Maintenance Time |
| Standard Open | Very poor | Blocked and sticky | High cleaning time |
| Fully Enclosed | Perfect | Smooth and fast | Low cleaning time |
The forced feeder has a special wheel inside. It spins and pushes the dry powder into the holes. This makes sure every tablet has the exact same weight. Your quality stays high and your workers stay happy.
4.What Else Do You Need to Control for Stable Production?
Bad room conditions ruin good machines. You lose money on bad batches. Controlling room temperature and humidity stops powder from melting. Your production line runs without any stops.
Even the best machine fails in a bad room. You must control the room temperature and humidity. Keep humidity under 25 percent and temperature around 20 degrees. This stops the effervescent powder from reacting with the air before it becomes a tablet.

Temperature humidity control room
After I gave the client the price for the new machine, I gave them one more warning. The machine cannot fix a bad room. I told them they must fix their clean room.
Controlling the Air
Effervescent tablets start bubbling when they touch water. The air always has water in it. If the room is too humid, the powder starts reacting in the barrel. It loses its fizz before the customer even buys it. You must buy a good dehumidifier.
Setting the Right Numbers
I told my client to watch the meters on the wall. The numbers must stay strict. If the numbers go up, they must stop the machine.
| Room Condition | Danger Zone | Safe Zone |
| Humidity (RH) | Above 30 percent | Below 25 percent |
| Temperature | Above 25 degrees | Around 20 degrees |
| Air Flow | Open doors | Sealed clean room |
My client understood this completely. They fixed their room air. They bought the 100kN dual-compression machine with the enclosed feeder.

Effervescent tablets machine in client’s factory
Now, they make perfect vitamin effervescent tablets every day. Their machine runs fast. The tablets never break. They save a lot of money because they do not waste any powder.
Conclusion
A 20kN pre-pressure is too weak for effervescent tablets. You need a 100kN dual-compression machine, an enclosed feeder, and strict room humidity control to make perfect, hard tablets every time.Stop wasting time on formulation tweaks when your hardware is the bottleneck. If your effervescent tablets are still soft or capping at 20kN, it's time for a mechanical intervention. Click here to request a Free Compression Force Analysis and see how AIPAK’s 100kN Dual-Compression technology can stabilize your production today!
FAQ
References
1.Current Good Manufacturing Practice for Finished Pharmaceuticals (21 CFR Part 211)—— U.S. Code of Federal Regulations (CFR)
2.ISPE Baseline® Guide: Volume 2 - Oral Solid Dosage Forms (Third Edition) —— International Society for Pharmaceutical Engineering (ISPE)
3.Sticking and Picking in Pharmaceutical Tablet Compression: An IQ Consortium Review —— ScienceDirect / International Journal of Pharmaceutics
4.Methodology for Evaluation and Control of Tablet Capping and Friability—— United States Pharmacopeia (USP)
5.Part 11, Electronic Records; Electronic Signatures— Scope and Application —— U.S. Food and Drug Administration (FDA) Guidance for Industry
6.EudraLex - Volume 4 - Good Manufacturing Practice (GMP) Guidelines: Annex 11 Computerised Systems —— European Medicines Agency (EMA)
Don't Forget To Share Article!

Bessie
Technical Content Strategist & Pharmaceutical Industry Analyst at AIPAK
Bessie is a senior technical content strategist at AIPAK, specializing in parsing complex pharmaceutical engineering workflows, solid dosage manufacturing data, and cleanroom design compliance. Working directly alongside frontline sales engineers and onsite technicians, she excels at translating raw field data into actionable technical playbooks for global pharma buyers. Avril leverages her deep understanding of international regulatory standards—including FDA cGMP (21 CFR Part 211) and ISPE engineering guides—to ensure AIPAK’s localized facility layout solutions are structured, traceable, and fully optimized for maximum operational ROI.
Tablet Press Machine Related Posts



































Tablet Press Machine Related Products




















Tablet Press Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine