
Tablet Logo Embossing Engineering: Advanced Tooling Design and Mechanics to Eliminate Punch Picking and Sticking
Introducing complex typographic embossing or intricate corporate logos onto solid dosage surfaces frequently triggers catastrophic tablet picking and severe compound accumulation within punch face engravings under high-velocity manufacturing loads.
Eliminating these surface defects necessitates optimizing punch engraving profiles, securing exact critical moisture boundaries, and adjusting multi-stage compression kinetics to lock crisp logo definition and ensure flawless tablet release.
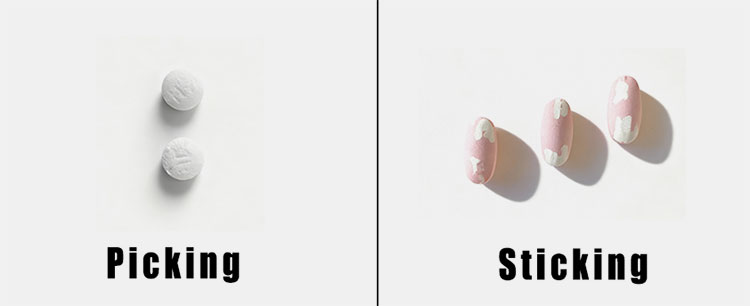
Tablet branding and sticking issues
This engineering process guide analyzes the micro-dimensional tooling parameters, specific formulation lubrication mechanics, and systematic turret dwell-time adjustments necessary to maintain cGMP-compliant tablet branding without production downtime.
1.Why Does Embossing Increase Tablet Sticking Risks?
Adding logos causes powder to stick? This ruins the tablet surface and slows down your machines. I will explain why engravings change how powder acts under pressure.
Embossing increases sticking risks because it adds uneven surface areas to the punch. The engraved lines create more contact points, cause uneven pressure distribution, and increase ejection resistance. This forces powder to stick inside the tiny grooves instead of releasing smoothly.

Embossing sticking risks
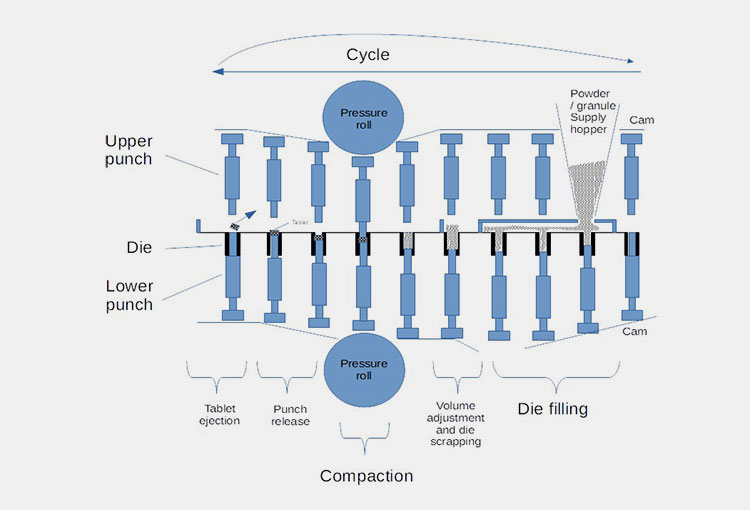
Transitioning from standard flat-faced compression tooling to advanced embossed configurations modifies the structural physics at the powder-punch interface during the compaction sequence. Engraved punch tips introduce complex micro-geometries, incorporating vertical sidewalls, acute internal angles, and distinct base planes that multiply the cumulative surface contact area.
This geometric transformation scales localized friction coefficients and creates severe shearing stresses under compression loads. Rather than sustaining uniform force distribution, the powder bed experiences immense stress concentration points around the engraving boundaries, causing local temperature spikes that melt responsive binders and bind cohesive granules directly inside the tooling grooves.
At the same time, the deep grooves apply less pressure. The powder in these grooves stays loose and grabs onto the metal walls. When the machine pushes the tablet out, these grooves hold onto the powder.
Contact Area Comparison
| Punch Type | Surface Feature | Sticking Risk | Pressure Distribution |
| Flat Punch | Smooth surface | Low | Even across the tablet |
| Engraved Punch | Grooves and edges | High | Uneven, high on raised spots |
You must think about these physical changes when you design your tablet branding.
2.Which Tooling Designs Cause the Most Sticking Problems?
Bad tooling ruins your tablets? Poorly designed logos trap powder and force you to stop the machine. I will show you which design mistakes you must avoid.
Tooling designs with deep cuts, thin lines, and sharp corners cause the most sticking problems. Complex logos trap powder inside tight spaces. Punches with poor surface polish also create rough spots where material easily grabs and builds up during high-speed compression.

Tablet press tooling designs
Optimizing tablet aesthetics relies on strict mechanical design parameters to minimize material capture pathways. Regardless of formulation properties, flawed tooling geometry inevitably causes batch failures. Engineering protocols restrict standard engraving depths between 0.1mm and 0.3mm to mitigate powder trapping risks.
You should keep engraving depths between 0.1 and 0.3 millimeters. Second, very thin lines create weak spots in the tablet. The powder breaks off and stays in the thin metal grooves. Third, complex patterns with many sharp angles act like traps for sticky materials.
You must also check the surface finish of your punches. Even a good design will stick if the metal is rough. Polishing is not just for looks. A mirror finish removes tiny scratches that act as anchor points for powder.
Design Rules for Tooling
| Design Feature | Bad Practice | Good Practice |
| Cut Depth | Deeper than 0.3mm | 0.1mm to 0.3mm |
| Line Width | Thin and sharp | Wide and smooth |
| Logo Style | Complex with many details | Simple and bold |
| Surface Finish | Rough with tool marks | High polish, mirror finish |
You can solve half of your sticking problems just by choosing a simpler, shallower logo design.
3.How Can You Adjust Formulations to Prevent Sticking?
Sticky powder ruins your production? Wet or highly binding materials cling to your punches. I will teach you how to fix your powder mix to stop sticking.
You can adjust formulations to prevent sticking by reducing the amount of binders and adding more lubricants like magnesium stearate. You must also control powder moisture levels. Keeping moisture between 3% and 8% prevents the powder from acting like glue under pressure.

Formulation adjustments
When tooling configurations are structurally unalterable due to rigid brand requirements, formulation re-engineering must optimize the powder’s physical attributes.
Tooling adhesion occurs when the chemical affinity between the powder matrix and the steel tool face exceeds internal particle-to-particle cohesion.
You can change this behavior by adjusting your ingredients. First, look at your binders. Binders hold the tablet together. But too much binder makes the mixture sticky. You should reduce sticky binders. You can also switch to a different type.

Next, you need to look at lubricants. Lubricants create a barrier between the powder and the metal. You can increase the amount of magnesium stearate or talc in your mix. This helps the tablet slide off the punch. Finally, you must control water. Water acts like a glue in many powders.
Formulation Adjustment Guide
| Ingredient Type | Action to Take | Expected Result |
| Binders | Reduce amount | Lowers overall stickiness |
| Lubricants | Increase amount | Creates a better slip barrier |
| Moisture Content | Keep between 3% and 8% | Stops powder from melting into glue |
You will see a huge difference when you balance these three formulation factors.
4.What Compression Process Settings Help Avoid Sticking?
Machine settings causing tablet defects? Wrong pressure and speed make sticking much worse. I will guide you on how to set your tablet press correctly.
You can avoid sticking by lowering the compression pressure and slowing down the press speed. High pressure melts the powder onto the punch, while fast speeds prevent proper tablet formation. Adjusting these settings gives the powder enough time to bind together and release smoothly.
Tablet compression settings
Systemic punch picking can frequently be corrected through precise adjustments of mechanical parameters on the tablet press interface. Modifying operational settings provides an immediate, cost-effective remedy without requiring immediate chemical reformulation or tooling customization.
When you use very high compression force, you push the powder into every tiny scratch on the punch. This extreme force can also create heat. Heat makes binders melt and stick to the cold metal. You should try lowering your main compression force.
Speed is another big factor. When the machine runs too fast, the powder does not have time to lock together. It stays loose and grabs the punch instead. You need to slow down the turret speed. This gives the tablet more dwell time. Dwell time is the exact moment when the punch holds the powder under full pressure.
Machine Setting Adjustments
| Setting | Problem Condition | Solution |
| Compression Force | Too high, causes melting | Lower the pressure gradually |
| Turret Speed | Too fast, causes weak tablets | Slow down to increase dwell time |
| Pre-compression | Not used | Turn on to remove trapped air |
You must test these settings step by step to find the perfect balance for your specific powder.
5.How Does Equipment Maintenance Impact Tablet Branding?
Dirty machines ruining your logos? Leftover powder and scratched punches cause constant sticking. I will show you how daily maintenance keeps your tablets looking perfect.
Proper equipment maintenance prevents sticking by keeping punches clean and smooth. Regular cleaning stops old powder from building up in the logo grooves. Inspecting punches for scratches and controlling the room temperature and humidity also stops materials from melting and sticking to the metal.

Tablet compression maintenance
Sustaining clear product branding demands rigorous adherence to automated tool maintenance logs and system hygiene.
Residual compound build-up transforms smooth punch faces into high-friction contact regions, accelerating successive adhesion cycles until the embossed details become completely illegible.
This problem grows quickly until the logo completely disappears. You must clean your punches regularly during long production runs. Use proper tools to remove powder from the deep logo grooves.
You also need to check your punches for physical damage. Even small scratches act like hooks that grab powder. If you find damage, you must polish or replace the punch. Environmental control is also part of maintenance. Your pressing room must stay cool and dry.
Maintenance Checklist
| Maintenance Task | Frequency | Purpose |
| Punch Cleaning | Every shift | Removes powder buildup in grooves |
| Tooling Inspection | Weekly | Finds scratches and wear |
| Tooling Polishing | Monthly | Restores smooth surface finish |
| Room Climate Check | Daily | Keeps temp at 18-25℃, humidity low |
You will save money and time if you follow a strict cleaning and inspection schedule.
Conclusion
You can stop tablet sticking by using simple logo designs, balancing your powder mix, adjusting machine speed, and keeping punches clean. These steps ensure perfect tablet branding every time. Experiencing blurry logos or chronic sticking on your production line? Click here to contact AIPAK’s technical team for a Free Tooling Design Audit and find the perfect compression balance for your next batch!
Tablet Branding and Sticking Prevention FAQ
References
1.FDA Guidance for Industry: Tablet Manufacturing and Tooling Design Attribute Verification for Solid Dosage Forms —— U.S. Food and Drug Administration (FDA)
2.USP General Chapter 1062: Tablet Compression Characterization and Tooling Adhesion Profiles —— United States Pharmacopeia (USP)
3.Mechanical Evaluation of Upper Punch Picking Dynamics and Corner Angulations in High-Speed Rotary Presses —— Journal of Pharmaceutical Sciences
4.Influence of Lubricant Film Thickness and Compression Dwell Time on Logo Embossing Quality —— International Journal of Pharmaceutics and Solid Processing
Don't Forget To Share Article!

Mason
Senior Pharmaceutical Automation Engineer & Fluidic Systems Specialist at AIPAK
Mason brings over a decade of hands-on technical experience in engineering high-containment fluid delivery loops, industrial water purification infrastructure (WFI), and cGMP-compliant sterile packaging lines for international markets. Specializing in the mechanical design of multi-station washing-filling-sealing production matrices, automated high-voltage leak detection (HVLD), and ATEX-certified component isolation, his validation workflows ensure that volatile and light-sensitive chemical formulations achieve complete regulatory harmony across complex ASEAN and European biopharmaceutics logistics sectors.
Tablet Press Machine Related Posts



































Tablet Press Machine Related Products




















Tablet Press Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine