
Tablet Compression Mechanics: Material Deformation & Formulation Guide
Optimizing solid dosage manufacturing mandates an exhaustive comprehension of compression physics, specifically governing how multi-component powder matrices transition under heavy load cells into cohesive, non-friable compacts.
This engineering guide dissects the tri-phasic mechanisms of powder consolidation, evaluates the mechanical behaviors of brittle vs. plastic excipients via the Heckel equation, and provides empirical solutions to suppress capping and picking.
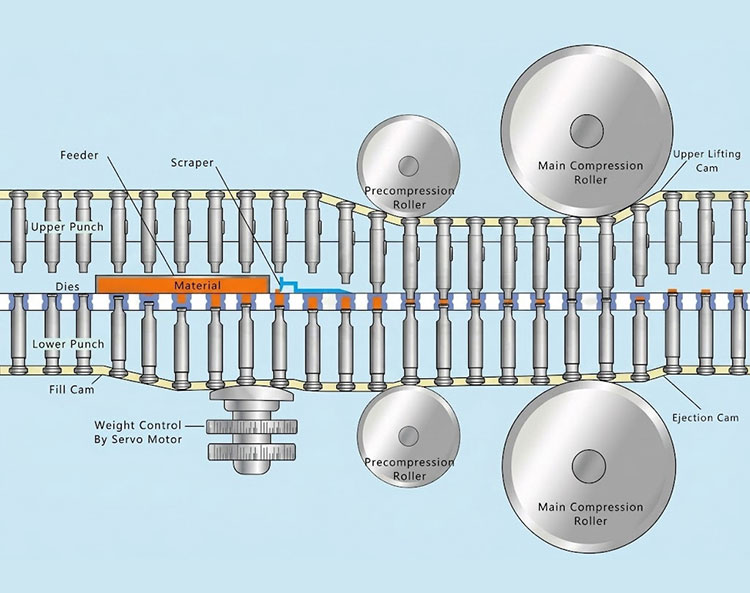
Tablet compression process
Let’s audit the particle rearrangement variables, moisture plasticization dynamics, and tool geometry metrics essential for high-speed tableting success.
1.How Does Powder Turn Into a Solid Tablet During Compression?
The conversion of loose pharmaceutical powder into a solid compact proceeds through three distinct, synchronized stages: particle rearrangement to reduce bulk porosity, elastic/plastic deformation and fragmentation under rising stress, and localized intermolecular bonding driven by short-range Van der Waals forces and solid bridges.
Loose powder breaks easily. Bad batches cost you time and money. We need to understand the three stages of compression to fix this problem fast.
The compression process happens in three stages. First, particles rearrange and fill empty spaces. Second, they break or change shape under pressure. Finally, particles bond together through forces like Van der Waals and hydrogen bonds to form a hard tablet.
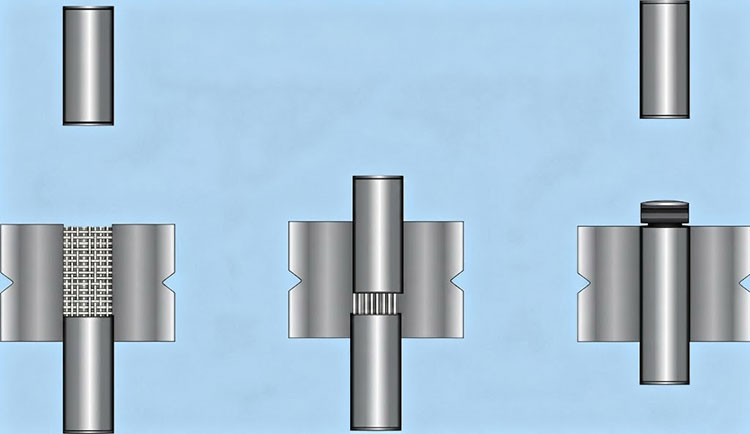
Three stages of tablet compression
I want to break down the compression process. It is not just pushing powder together. It involves physics and force.
Stage 1: Particle Rearrangement

During initial low-pressure application, the compression sequence triggers particle rearrangement, wherein individual particles undergo translational displacement and rotation to close macroscopic interstitial voids, thereby escalating bulk density.
As compressive stress intensifies, particles reach a critical threshold of structural strain, manifesting either as fragmentation in brittle lattices (e.g., lactose) or permanent plastic deformation in semicrystalline materials (e.g., microcrystalline cellulose).
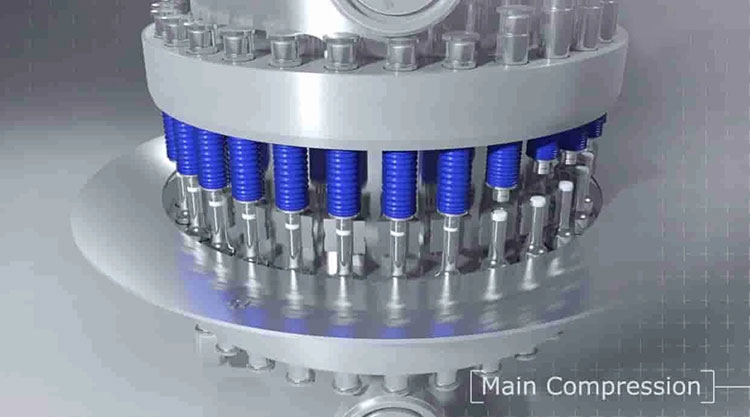
At the peak compression strike, the powder bed achieves nanoscale consolidation, establishing robust mechanical interlocking and short-range hydrogen bonding to yield a highly stabilized compact matrix.
Stage 2: Deformation and Fragmentation
The pressure goes up. The particles touch each other hard. Stress builds up at the contact points. Different materials act in different ways here.
Brittle materials break. Lactose is a good example. It breaks and makes clean surfaces. Plastic materials change shape forever. Microcrystalline cellulose does this. It makes a large contact area. Elastic materials change shape but bounce back later. Pregelatinized starch acts like this.
Stage 3: Bonding and Consolidation

The particles get very close. They reach a nanoscale distance. Short-range forces take over. Van der Waals forces do most of the work. Hydrogen bonds also help a lot.
Sometimes, irregular particles lock together mechanically. Sometimes, low-melting materials melt and freeze again to form solid bridges. I use the Heckel equation to study this. It helps me see if a material is plastic or brittle.
| Material Type | Behavior Under Pressure | Example |
| Brittle | Breaks into smaller pieces | Lactose |
| Plastic | Changes shape permanently | Microcrystalline Cellulose |
| Elastic | Changes shape but bounces back | Starch |
2.Which Material Properties and Excipients Control Tablet Hardness?
Picking the wrong excipient ruins your formula.Your tablets will crack or fall apart completely. I will help you choose the right materials to build strong tablets.
Material properties like crystal shape, particle size, and melting point dictate compression success. Excipients play specific roles. Microcrystalline cellulose offers plastic deformation. Lactose breaks easily to create new bonds. Starches bring elastic risks.

Tablet excipients and material properties
I look at the material properties first. They decide if the tablet is easy or hard to make.
The Impact of Material Properties
Crystal shape matters a lot. Fibrous particles hook together easily. They make strong bonds. Round particles have small surface areas. They make weak bonds. Needle-like crystals line up in one direction. This causes the tablet to split.
Particle size also changes the outcome. Small particles have more surface area. They make harder tablets. A wide size distribution is good. Small powders fill the gaps between big powders. But a very big size difference causes separation.
Melting points are also key. Low-melting drugs melt slightly under high pressure. They form bridges but stick to the machine.
Choosing the Right Excipients
I rely on excipients to fix bad powder. Microcrystalline cellulose is my favorite. It changes shape well and forms many hydrogen bonds. But too much pressure makes it bounce back and crack.
Lactose is a brittle excipient. It breaks and makes clean surfaces for bonding. Starch is an elastic excipient. It bounces back a lot. This causes soft or broken tablets. Super disintegrants work well. But they absorb water fast. They can break weak tablets apart too early.
| Excipient Feature | Effect on Tablet | Common Example |
| High Plasticity | Makes strong bonds | Microcrystalline Cellulose |
| High Brittleness | Breaks to form new surfaces | Lactose |
| High Elasticity | Can cause cracking | Pregelatinized Starch |
3.Why Do Moisture Levels and Machine Settings Cause Formulation Failures?
Wet powder sticks to punches instantly. Fast machines make very soft tablets. You must control water and tablet press machine speed to save your product from failing.
Moisture acts as a liquid bridge and plasticizer. You need 1.5% to 3% water for good tablets. Machine settings like main pressure, dwell time, and pre-compression rollers also change how particles bond and release trapped air.

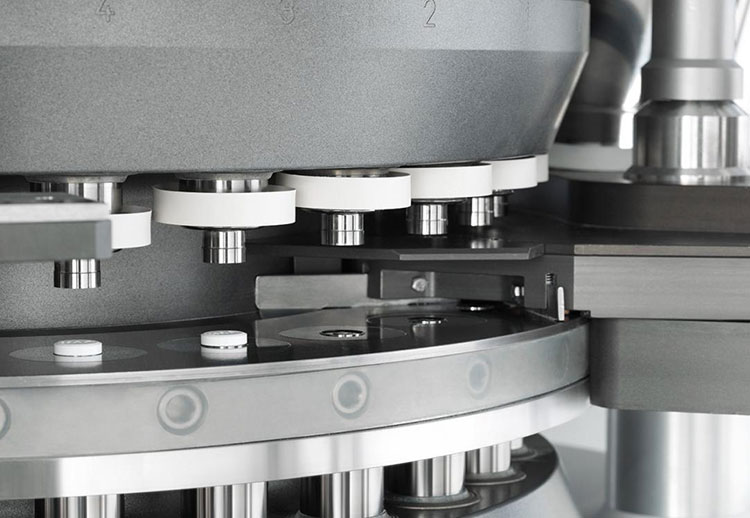
AIPAK’s rotary tablet press machine
I check moisture levels on every single batch. Water is a secret tool for tablet compression.
The Role of Moisture

Residual moisture behaves as a critical molecular plasticizer and reaction medium during dynamic powder consolidation. Absorbed water films mitigate internal surface energy barriers, forming temporary liquid bridges that facilitate densification and promote extensive hydrogen-bond bonding between amorphous segments of cellulose and starch matrices.
Concurrently, trace moisture suppresses the glass transition temperature (Tg) of high-melting excipients, transforming volatile elastic recovery into permanent plastic flow.
Validating an optimal moisture equilibrium between 1.5% and 3.0% is mandatory; excessive dryness induces severe electrostatic charging and elastic bounce-back, whereas over-saturation triggers immediate filming and sticking on the punch faces.
Machine Parameters
I adjust the tablet press carefully. Main pressure is the biggest factor. Low pressure makes soft tablets. High pressure hardens plastic materials. But high pressure makes elastic materials explode and crack. Brittle materials hit a limit where more pressure does nothing.
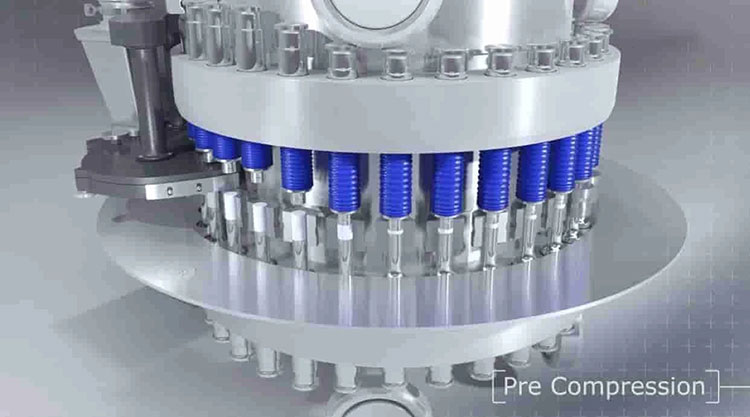
Time is also important. Slow machine speeds give powder time to flow and let air escape. Fast speeds cause elastic bounce and soft tablets. I always use pre-compression. The pre-compression roller pushes air out early. This stops tablets from splitting at the top.
| Machine Setting | Low Setting Result | High Setting Result |
| Main Pressure | Soft tablets | Cracking or capping |
| Machine Speed | Better bonding | Elastic bounce |
| Pre-compression | Trapped air | Air escapes early |
4.How Do You Fix Common Tablet Defects Like Capping and Sticking?
Capping and sticking stop production lines. You miss deadlines and waste expensive materials. You can fix these defects by adjusting your lubricants and pressure settings.
Common defects include capping, sticking, and low hardness. You can fix capping by adding pre-compression or slowing the machine. You fix sticking by controlling humidity or adding magnesium stearate. You fix low hardness by increasing pressure or reducing your mixing time.

Troubleshooting tablet defects capping sticking
I face tablet defects often. But I know how to find the root cause quickly.
The Danger of Over-Lubrication
While boundary lubricants are essential to reduce stripping and ejection forces, extensive blending dwell times introduce catastrophic compact failures.
Over-mixing magnesium stearate uniformly spreads a hydrophobic, lipophilic waxy film across neighboring particles. This continuous lipid barrier physically obstructs short-range interparticulate attractions, systematically blocking Van der Waals forces and hydrogen-bond integration.
Consequently, the over-lubricated formulation suffers a severe drop in tensile strength, exhibiting high friability, low hardness, and prolonged disintegration profiles.
Equipment and Environment

Punch tools wear out over time. Scratches on the punch make it hard to push the tablet out. This pulls the tablet apart and causes cracking. Deep concave punches also cause problems.
The edges get less pressure than the center. This leads to top cracking. The room humidity also matters. High humidity makes the powder wet. The powder expands and sticks to the punch.
To systematically suppress chronic tableting defects such as capping, delamination, and picking during high-speed commercial production runs, tooling geometry maintenance must be strictly regulated.
Every punch cup radius modification and tooling wear parameter must be routinely validated in accordance with the FDA Guidance for Industry: Process Validation - General Principles and Practices and the structural equipment standards enforced by FDA cGMP Regulations for Finished Pharmaceuticals (21 CFR Part 211), ensuring that dynamic mechanical force distribution remains strictly uniform to protect individual dose integrity.
Troubleshooting Guide
I use a simple system to fix problems. Look at the table below.
| Defect Name | Main Cause | Quick Solution |
| Low Hardness | Low pressure or over-mixing | Increase pressure or mix less |
| Capping | Elastic bounce or trapped air | Add pre-compression or slow down |
| Sticking | High moisture or low melting point | Control room humidity |
| Slow Disintegration | Too much pressure on plastic material | Lower pressure or add disintegrant |
Conclusion
Tablet compression requires balancing material properties, moisture, and machine settings. You can create perfect tablets every time by understanding mechanical forces and fixing common defects carefully.Stop guessing why your tablets are capping or sticking. Theoretical physics is the key to solving real-world production headaches. Click here to request a Free Compaction Profile Audit and let AIPAK’s experts optimize your formulation for high-speed success!
FAQ
References
1.Current Good Manufacturing Practice for Finished Pharmaceuticals (21 CFR Part 211) —— U.S. Code of Federal Regulations (CFR)
2.Guidance for Industry: Process Validation - General Principles and Practices —— U.S. Food and Drug Administration (FDA)
3.Mathematical Models for Compaction Mechanics: A Comprehensive Review of the Heckel Equation —— ScienceDirect / International Journal of Pharmaceutics
4.Tableting Specification Manual (7th Edition) —— American Pharmacists Association (APhA) / Tooling Standards
5.ISPE Baseline® Guide: Volume 2 - Oral Solid Dosage Forms (Third Edition) —— International Society for Pharmaceutical Engineering (ISPE)
6.The Effect of Blending Time of Lubricants on Content Uniformity and Mechanical Strength of Pharmaceutical Compacts —— ScienceDirect / Journal of Pharmaceutical Sciences
Don't Forget To Share Article!

Avril
Senior Liquid Encapsulation Technology Expert & B2B Project Lead at AIPAK
Avril brings over years of rigorous technical expertise to AIPAK’s liquid processing division, specializing in advanced liquid-filled hard capsule integration, vacuum feeding setups, and HPMC capsule chemical stability analysis. As a principal project consultant, he has designed and cost-optimized custom turnkey manufacturing lines for dietary supplement and pharmaceutical facilities across North America and Australia. Mason is dedicated to delivering highly efficient, regulatory-compliant machinery layouts that match a brand's current output goals while eliminating financial risk.
Tablet Press Machine Related Posts



































Tablet Press Machine Related Products




















Tablet Press Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine