
Tablet Compression Engineering: Optimizing Powder Rheology and Content Uniformity in High-Velocity Rotary Presses
Erratic bulk density drift, severe punch sticking, and mass segregation inside industrial powder hoppers frequently induce systemic content non-uniformity and catastrophic weight variations under high-speed compression dynamic loads.
Eliminating these compression defects necessitates optimizing particle size distribution metrics and deploying advanced rotary force feeding assemblies to lock precise volumetric die filling and uniform structural density.

Powder flow properties in tablet press
This technical process evaluation charts the exact engineering variables, shear cell mechanical characterizations, and integrated granulation dynamics required to stabilize solid dosage manufacturing lines under continuous cGMP regulatory criteria.
1.How Can We Accurately Characterize Powder Flow Properties for Solid Dosage Manufacturing?
Do your powder batches behave differently every time? Unpredictable materials cause production stops. You must measure powder properties correctly before they enter your machines.
You can characterize powder flow using the angle of repose, Carr's index, and Hausner ratio. For the most reliable results in daily production, I highly recommend tracking bulk density and tapped density. These metrics directly predict how powders will behave inside mixers and tablet presses.
Characterize powder flow properties
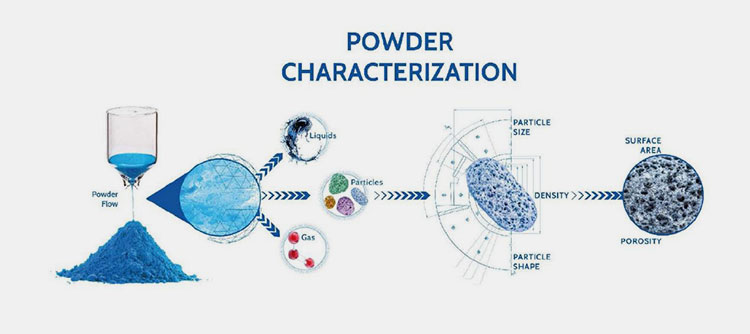
Micro and Macro Powder Properties
Powder properties exist on two levels. Micro properties include the size, shape, and surface area of individual particles. Macro properties describe how the whole powder bulk behaves. This includes bulk density, porosity, and flowability. The micro properties always control the macro properties.
Relying exclusively on standard angle of repose methodologies introduces substantial measurement variability into daily solid dosage processing frameworks due to localized operator assessment bias.
Advanced mass manufacturing setups minimize mechanical feeding jams by transitioning to automated multi-stage bulk and tapped density instrumentation arrays.
This empirical metric shift generates highly repeatable compressibility indices and Hausner ratios, providing production steering committees with precise mathematical boundaries to configure continuous turret velocities and optimize gravity or forced die fill depths before powder matrices enter the main compression zone.
Why Density Matters
When you know the exact density of your powder, you can set your machine parameters correctly. You will know exactly how much powder fits into a capsule or a tablet die.
| Testing Method | What It Measures | Best Use Case |
| Angle of Repose | How powder piles up | Quick visual check |
| Carr's Index | Compressibility | Predicting tablet strength |
| Bulk Density | Weight per volume | Setting machine fill depth |
| Shear Cell | Mechanical friction | Advanced flow analysis |
We always advise our clients to establish clear standards for bulk density. This simple step prevents major feeding problems later in the production line.
2.Why Do API and Excipient Particle Sizes Cause Content Uniformity Issues?
Are your active ingredients failing to blend properly? Uneven mixing leads to failed batch tests. The size of your raw materials is usually the culprit.
When API and excipients have very different particle sizes or densities, they separate during mixing and transfer. Controlling the particle size distribution of raw materials prevents segregation, ensures uniform blending, and guarantees that every tablet contains the exact right dose.
Api and excipient particle size
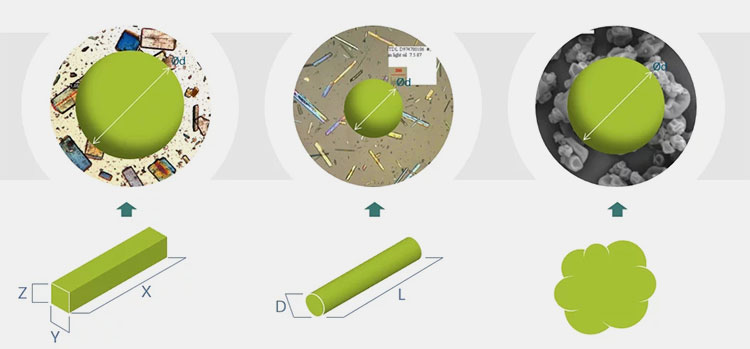
The Danger of Size Differences
Particle size is a very important property. It changes how a drug dissolves. It changes how the powder flows. Many drug makers grind their Active Pharmaceutical Ingredients (API) into very fine powders. They do this to help the drug dissolve faster in the body.
However, excessive particle size reduction introduces severe cohesive electrostatic forces that severely impair material flowability. Over-milling active pharmaceutical ingredients (APIs) leads to aggressive localized agglomeration and macro-clumping inside transport chutes, impeding uniform blending and causing dissolution profile failure during regulatory test cycles.
Matching Your Ingredients
You must match the particle size of your API with your excipients. Excipients are the fillers and binders in your formula. If the API is tiny and the excipient is large, they will separate. The heavy particles will sink. The light particles will float.
How to Control Particle Size
| Material Type | Common Problem | Production Solution |
| Fine API | Clumping and bad flow | Use precise milling equipment |
| Large Excipients | Separation from API | Match excipient grade to API size |
| Mixed Powders | Poor uniformity | Test particle size before blending |
You must test different batches of raw materials. You must set strict size limits for your suppliers. This ensures your powders mix perfectly in our blending machines.
3.How Does the Granulation Process Fix Poor Powder Flowability?
Is your direct compression powder bridging or rat-holing? Bad flow stops tablet presses fast. Granulation is the best way to fix poor powder mechanics.
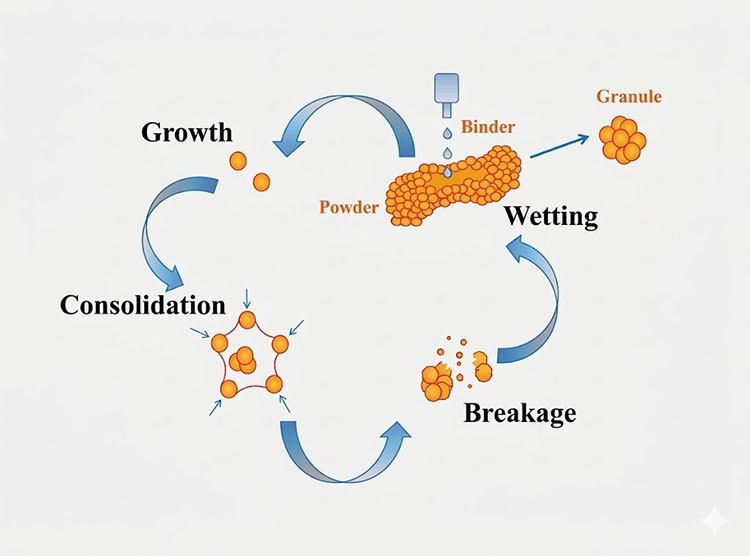
Granulation binds fine powders into larger, uniform granules. This process significantly improves powder flowability and prevents material segregation. Whether using wet or dry granulation, larger granules flow easily into the tablet press dies, ensuring consistent tablet weights and preventing sticking issues.
Granulation process powder flow
Wet Granulation Solutions
We use granulation to change the nature of the powder. Wet granulation uses liquid binders. It creates strong, dense granules. These granules flow like water into a tablet press. I remember a client who tried to press a very sticky powder directly.
Raw cohesive powder compounds frequently exhibit severe surface adhesion against high-polish steel punch faces during direct compression cycles. Integrating a high-shear mixer granulator resolves this mechanical sticking by synthesizing dense, spherical granules with locked surface energy, allowing the material to cycle smoothly without sticking to the metal punch tips.
Dry Granulation Risks
Dry granulation uses pressure to form granules. It is great for drugs that cannot touch water. But you must be careful. If you recycle too much fine powder during dry granulation, your final granules will be weak. Weak granules break apart in the tablet press. This causes dust and bad tablet weights.
Controlling the Process
You must control your equipment settings closely.
| Granulation Type | Key Parameters | Impact on Powder |
| Wet Granulation | Blade speed, liquid amount | Creates hard, dense granules |
| Dry Granulation | Roller pressure, speed | Creates flat flakes for milling |
| Fluid Bed | Air flow, spray rate | Creates porous, fast-melting granules |
Always test your granules before pressing them. Check their size and density. Good granules guarantee a smooth tableting process.
4.How Can You Prevent Powder Segregation During the Mixing Process?
Does your powder separate after blending? Segregation ruins your content uniformity. You need to control the mixing process and the environment to keep materials bound together.
You prevent powder segregation by matching the density of your ingredients and optimizing mixer speed and time. Additionally, controlling the room humidity prevents static buildup or moisture clumping. Proper mixing parameters keep the powder blend perfectly uniform before it reaches the tablet press.

Prevent powder segregation
The Mechanics of Mixing
Mixing is a critical step. If you do not mix well, some tablets will have too much drug. Other tablets will have no drug. The density of your powder matters most here. Heavy particles drop to the bottom of the mixer. Light particles stay at the top.
Operating within low-humidity industrial settings below 30 percent relative humidity provokes intensive static electricity accumulation along internal equipment walls.
This electrostatic charge forces ultra-fine ingredients to adhere to the interior surfaces of V-blenders, breaking blending uniformity and causing systemic batch failures. Maintaining strict environmental environmental parameters at 45 percent relative humidity neutralizes charge aggregation and secures complete blending homogeneity.
Equipment and Environment
You must adjust your mixer speed. If you spin the mixer too fast, you will force the particles to separate. If you spin it too slow, they will never mix.
| Factor | Effect on Mixing | How to Fix It |
| High Humidity | Powder absorbs water and clumps | Use dehumidifiers in the mixing room |
| Low Humidity | Static electricity builds up | Add moisture to the room air |
| Fast Mixer Speed | Powders separate by weight | Lower the RPM of the blender |
| Long Mix Time | Powders get crushed and heat up | Find the exact shortest mixing time |
You must test samples from different parts of the mixer. This proves your powder is truly uniform.
5.What Equipment Adjustments Solve Flow Problems During Tableting and Encapsulation?
Is your tablet press struggling to feed powder? Inconsistent feeding causes weight variations. You must adjust your equipment to match the powder flow.
You can solve feeding problems by using force feeders, optimizing the hopper design, and adjusting the machine speed. These equipment upgrades force poorly flowing powders into the dies evenly. This prevents bridging and ensures high-speed, uniform production for both tablets and capsules.

Tablet press force feeder
Moving Powder Safely
The journey from the mixer to the tablet press machine is dangerous for powders. Moving the powder can cause it to separate again. When the powder reaches the hopper of the tablet press, it often stops moving. It forms an arch or a hole. We call this bridging and rat-holing.
Maximizing rotary turret speeds to peak production capacities requires rapid, synchronized volumetric die filling transitions. When processing low-density or highly cohesive formulations, gravity-fed hoppers fail to drop the powder matrix fast enough into the high-speed die cavity, resulting in severe weight variance and under-weight tablet rejections.
Upgrading the Machine
We solved this by installing a force feeder. A force feeder uses spinning paddles. It pushes the powder down into the machine.
| Machine Part | Common Flow Problem | Equipment Solution |
| Hopper | Powder gets stuck (bridging) | Add a mechanical vibrator |
| Feeder | Powder falls too slowly | Install a paddle force feeder |
| Turret | Dies do not fill completely | Slow down the machine speed |
| Punches | Powder sticks to metal | Polish punches or use coating |
You must match your machine to your powder. If you have bad powder, you need stronger feeding equipment. By adjusting the machine parts, you can force even the worst powders to form perfect tablets.
Conclusion
Powder flow controls your entire solid dosage production. By mastering powder properties and using the right processing equipment, you will achieve perfect uniformity, eliminate sticking, and maximize production efficiency.
Powder Flow and Tablet Press Performance FAQ
References
1.FDA Guidance for Industry: Quality Attributes of Powder Blends and Finished Solid Dosage Forms —— U.S. Food and Drug Administration (FDA)
2.USP General Chapter 1174: Powder Flow Characterization and Shear Cell Methodologies —— United States Pharmacopeia (USP)
3.Mechanics of Multi-Stage Tablet Compression: Material Deformation and Tooling Adhesion Dynamics —— Journal of Pharmaceutical Sciences
4.Environmental Control Metrics and Electrostatic Interferences in Solid Dosage Blending Matrices —— International Journal of Pharmaceutics
Don't Forget To Share Article!

Mason
Senior Pharmaceutical Automation Engineer & Fluidic Systems Specialist at AIPAK
Mason brings over a decade of hands-on technical experience in engineering high-containment fluid delivery loops, industrial water purification infrastructure (WFI), and cGMP-compliant sterile packaging lines for international markets. Specializing in the mechanical design of multi-station washing-filling-sealing production matrices, automated high-voltage leak detection (HVLD), and ATEX-certified component isolation, his validation workflows ensure that volatile and light-sensitive chemical formulations achieve complete regulatory harmony across complex ASEAN and European biopharmaceutics logistics sectors.
Tablet Press Machine Related Posts



































Tablet Press Machine Related Products




















Tablet Press Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine