
Servo-Driven Gummy Depositing Machine Case Study: Achieving 150kg/h Continuous Output via Steam-Heated Architecture
Operational consistency and output verification represent major validation challenges when scaling confectionery and gelatin-based dosage production to commercial volumes. Low-cost machinery configurations utilizing basic mechanical linkages standardly suffer from extreme output latency, reducing target 150kg/h capacity lines to under 40kg/h due to thermal instabilities and continuous depositor jamming.
This engineering evaluation documents the system overhaul executed for an international food production enterprise, substituting legacy mechanical frameworks with advanced servo-driven pneumatic arrays and steam-jacketed processing integration to guarantee true equipment effectiveness.
To achieve a true 150kg/h gummy production rate, you need a servo-driven depositing system and a stable heating source. We replaced the client's inconsistent mechanical system with a servo-controlled depositor that hits 35-45 strokes per minute. We also switched from electric to steam heating to lower energy costs and speed up the cooking process.








150kg gummy production line overview
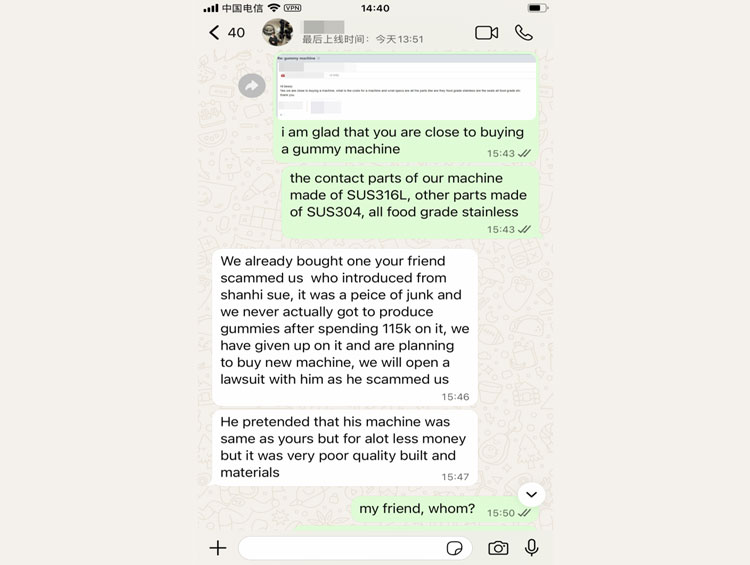
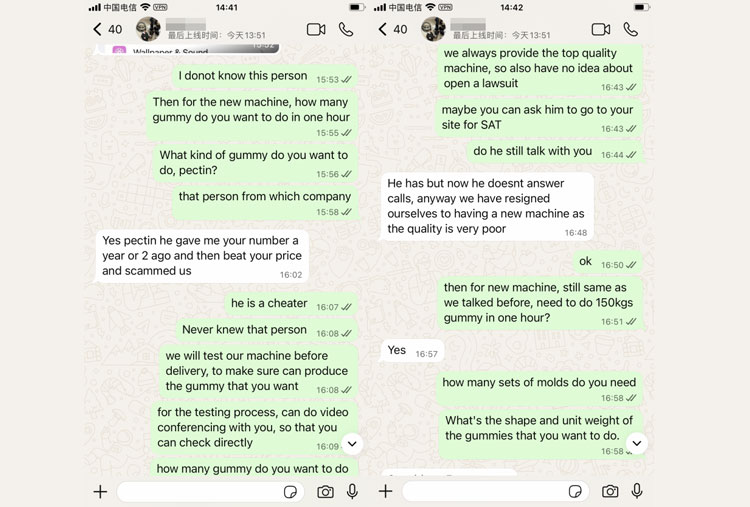
This client was very careful this time. He was afraid of making another mistake. He had a specific goal: 150kg output per hour, 6 sets of molds, and gummies weighing 4-5 grams. My price was still higher than his old machine, but I had to show him why price reflects value. I guided him through every technical detail to rebuild his trust.
1.Why Did the Previous "150kg/h" Machine Fail to Deliver?
The client showed me videos of his old machine. It stopped frequently. The gummies were not uniform. He thought he bought a high-capacity line, but the engineering was weak.
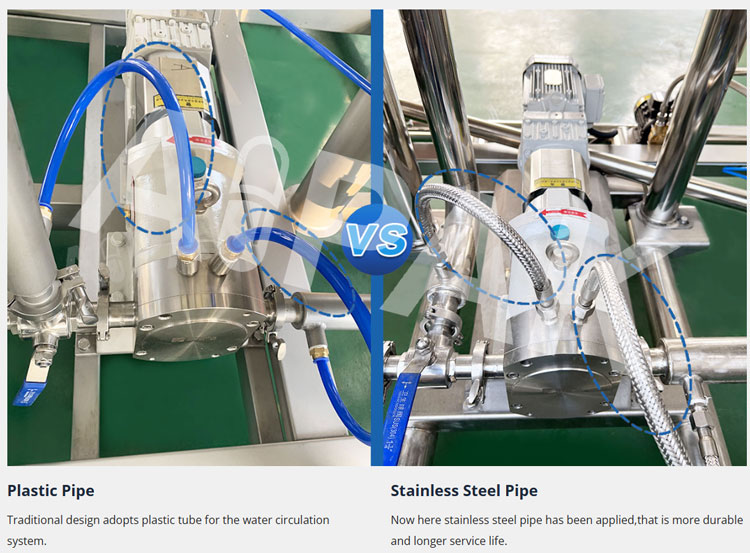
The main reason cheap machines fail is poor material quality and outdated control systems. A machine might run fast for five minutes, but if it jams or overheats, your daily output drops. We use SUS316L stainless steel for all contact parts and SUS304 for the frame. This ensures the machine is strong, hygienic, and runs without stopping.

Comparison of SUS316L vs standard steel parts
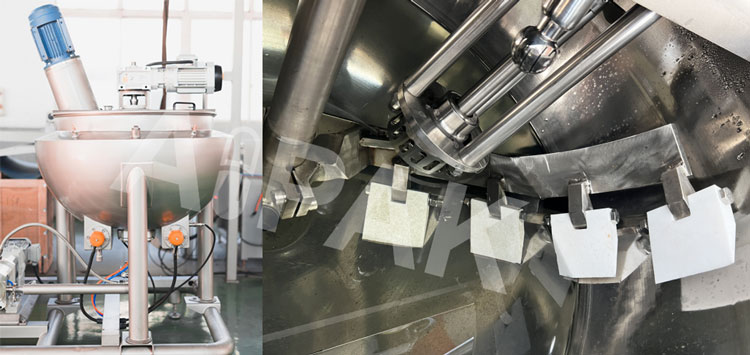
Root-cause diagnostics indicates that standard mechanical drive linkages fail to maintain uniform torque profiles when processing high-viscosity hydrocolloid and pectin formulations, provoking severe motor stall errors. To safeguard material purity and eliminate kinetic vibration, specialized structural engineering is mandatory.
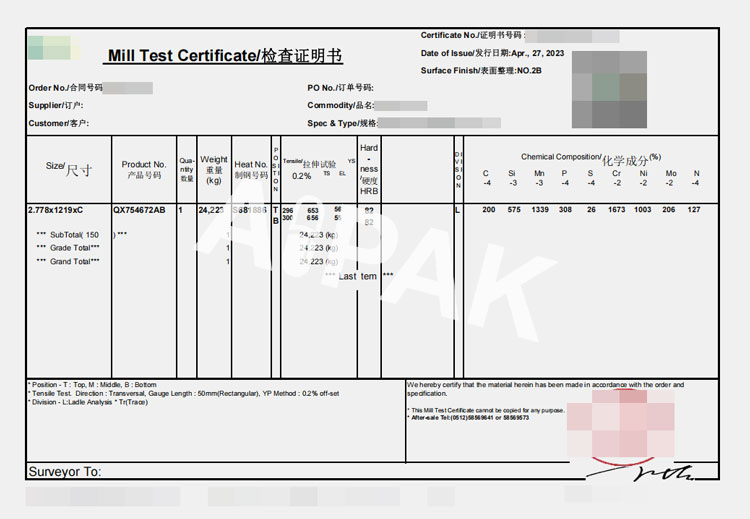
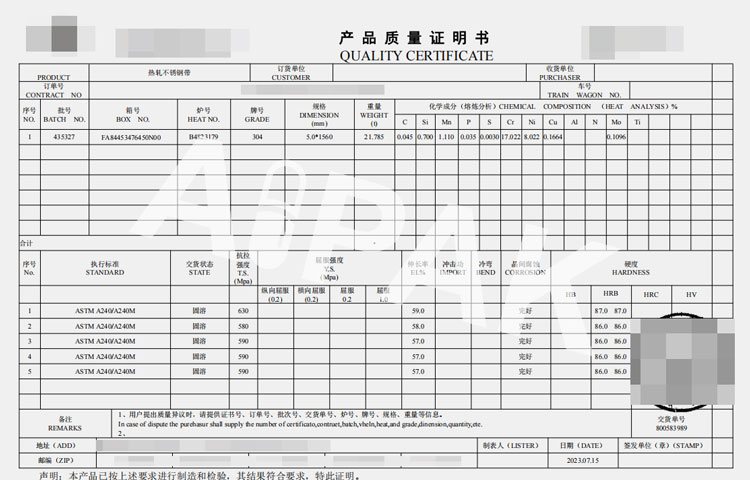
All product contact pathways are fabricated utilizing certified SUS316L stainless steel to resist acid-induced corrosion from concentrated pectin matrixes.
Concurrently, the external load-bearing frame utilizes heavy-gauge SUS304 stainless steel, establishing high structural mass to suppress high-speed resonance and prevent multi-piston volumetric dosing errors.This vibration causes errors in filling.
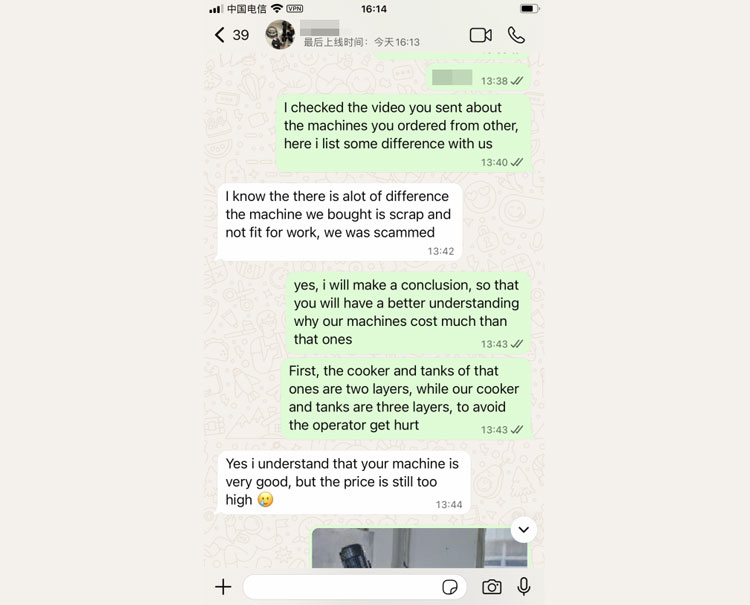
We also discussed the difference between "theoretical speed" and "actual production." Many suppliers test with water. Water flows easily. But gummy syrup is sticky and thick. A machine that pumps water at 150kg/h might only pump syrup at 40kg/h. We do not just sell a machine; we sell a process. I showed him videos of our machines running in the US.
Emails with the US customer
I also told him about a Turkish client currently running our 150kg line.
I invited him to see our factory. We prove our quality with real production, not just promises.
2.How Do We Prove True Capacity Before You Buy?
The client challenged me on the math. He asked, "How do I know your machine will actually do 150kg?" I did not just say "trust me." I used simple calculation and logic.
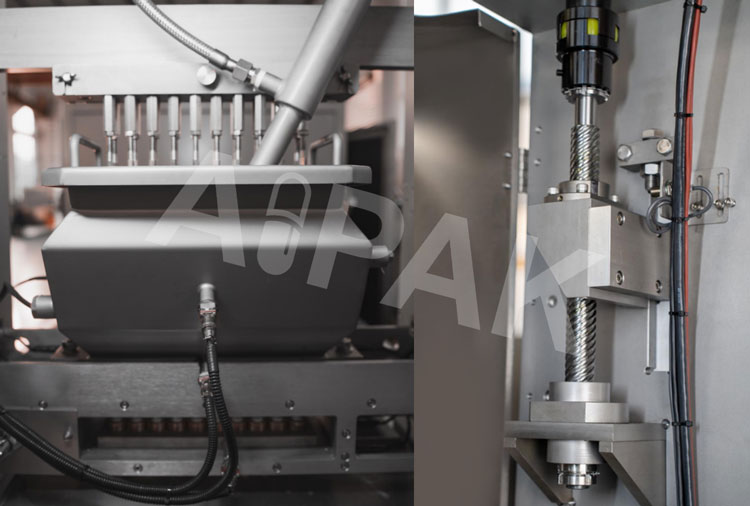
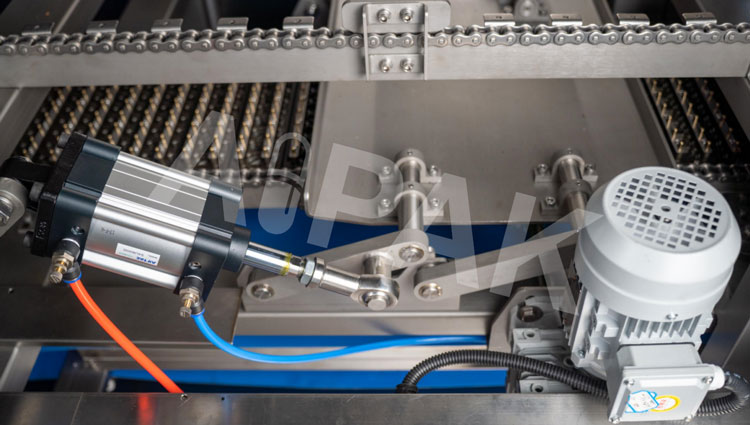
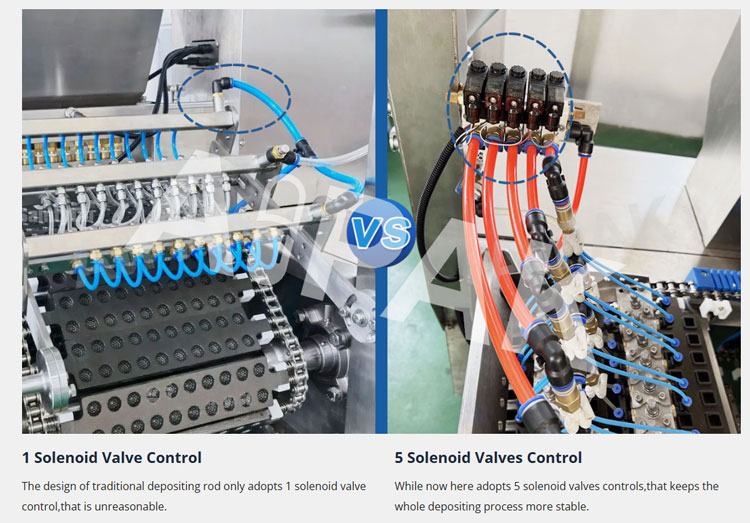
We use a servo control depositing system. This is different from old air-cylinder systems. A servo motor is precise. Our machine runs at 35 to 45 strokes per minute. Each mold has 20 cavities. If you do the math, the output is guaranteed. We also prove this with a Factory Acceptance Test (FAT) using real ingredients, not just water.
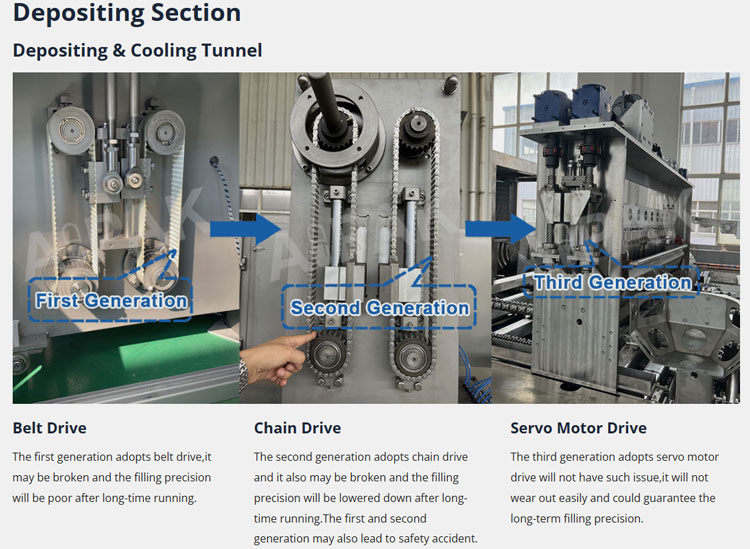
Servo motor depositing system detail
Here is the formula we used to prove the capacity of our APK-GM150 line:
| Depositing Speed | 35 strokes per minute (minimum conservative estimate) |
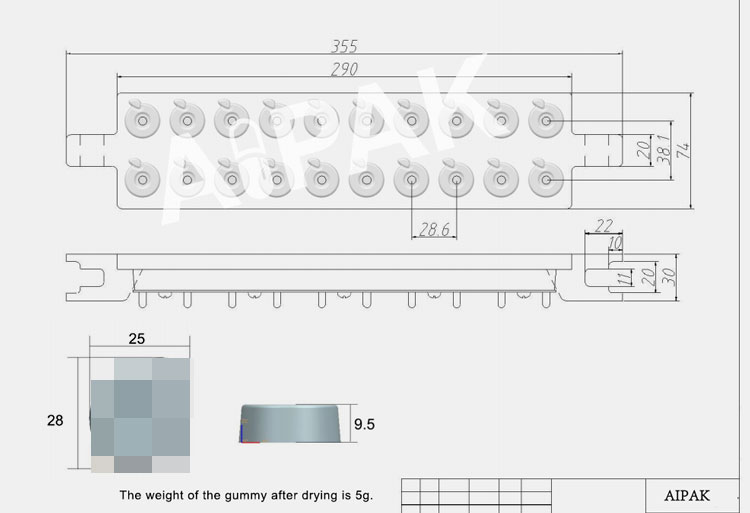
| Mold Capacity | 20 candies per stroke (20 holes per mold) |
| Time | 60 minutes per hour |
Validating continuous mass displacement requires a rigorous analysis of kinematic speed tolerances and mold volumetric capacity parameters. The technical calculation governing the APK-GM150 high-output line integration is structured below:
- Depositing Frequency: 35 strokes per minute (baseline conservative kinematic velocity)
- Mold Matrix Capacity: 20 independent cavities per die configuration
- Temporal Constant: 60 minutes per production hour
- Mathematical Formula: 35 strokes/min * 20 cavities/stroke * 60 min/hr = 42,000 individual units per hour. At a calibrated unit dry mass of 4.0 grams per confection, the continuous linear output equates to 168.0 kg/h, exceeding the baseline 150 kg/h throughput threshold to guarantee operational head-room during peak processing shifts.
But numbers on paper are not enough. The client told me his previous supplier tested the machine with water. Water is thin. It does not behave like pectin or gelatin. I told him we do things differently. We have two 600kg gummy lines in our factory right now doing FAT (Factory Acceptance Test). I sent him videos of us testing with *real* gummy slurry. He saw the machine handling thick, sticky material smoothly.
We also addressed the spare parts issue. He was worried about downtime. I showed him our warehouse. We keep parts in stock. If he needs a part, we ship it in 3-5 days. This combination of transparent math, real-material testing, and after-sales support convinced him that our capacity claims were real.
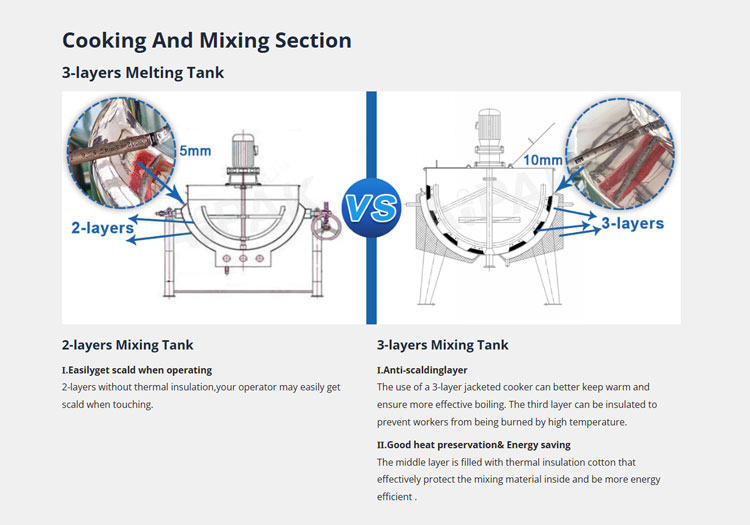
3.Electric vs. Steam Heating: Which Saves More Money?
The client needed to cook the syrup. He asked if he should use electric heating or steam heating. I looked at his long-term costs. Electric is easier to install, but steam is much cheaper to run.
I strongly suggested steam heating for a 150kg line. Steam heats the cooker much faster than electric elements. This means you can start production sooner every morning. It also uses less electricity. I created a detailed comparison table for him to show the massive difference in power consumption.
Steam heating vs electric heating diagram
To help the client understand the value of steam heating, I performed a detailed energy analysis. Many clients choose electric heating because they do not want to buy a steam generator. However, for a commercial line, electricity costs are very high.
I provided the client with this specific breakdown of the two options for the APK-GM150 line:
| Equipment Component | Electric Heating Version (kW) | Steam Heating Version (kW) | Notes on Steam Advantage |
| 200L Cooker (x2) | 27.0 kW | 3.0 kW | Steam does the heating work |
| Mixing/Storage Tanks | 21.0 kW | 3.0 kW | Maintaining temp is cheaper with steam |
| Depositor & Cooling | 28.0 kW | 28.0 kW | These parts always use electricity |
| Pumps & Mixers | 13.0 kW | 13.0 kW | Motors need electricity |
| TOTAL POWER | 89.0 kW | 47.0 kW | Steam saves ~42 kW of electrical load |
Why this matters:
1.Energy Savings:The steam version uses almost half the electricity (47kW vs 89kW). Over a year of production, this saves thousands of dollars in electricity bills.
2.Heating Speed:Steam carries "latent heat." It transfers energy into the syrup much faster than electric coils. The syrup reaches boiling point quicker, reducing the waiting time between batches.
3.Temperature Stability:Steam provides a very consistent heat. Electric coils can create "hot spots" that might burn the sugar or gelatin near the coil.
Other advantages we showed to cutsomer
After seeing this data, the client realized that while setting up steam takes a little more work initially, the operational efficiency is far superior. He chose the steam heating option.
4.How Do We Handle Complex Shapes and Logos?
The client had a special request for his product design. He wanted two specific gummy shapes that included his logo. He was worried the machine would crush them.

Customer gummy shape
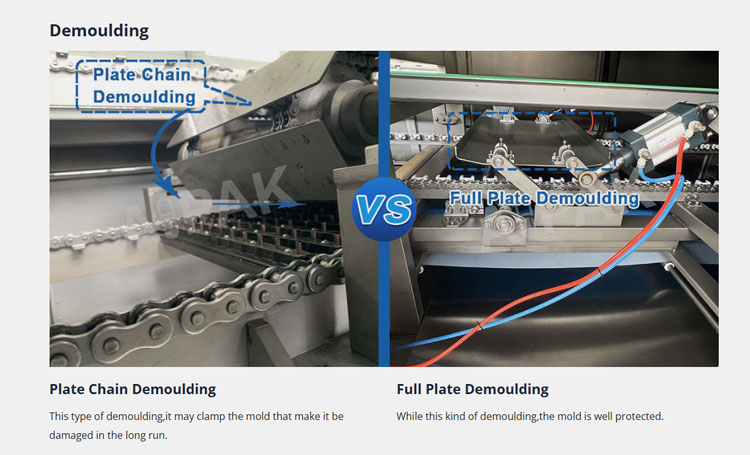
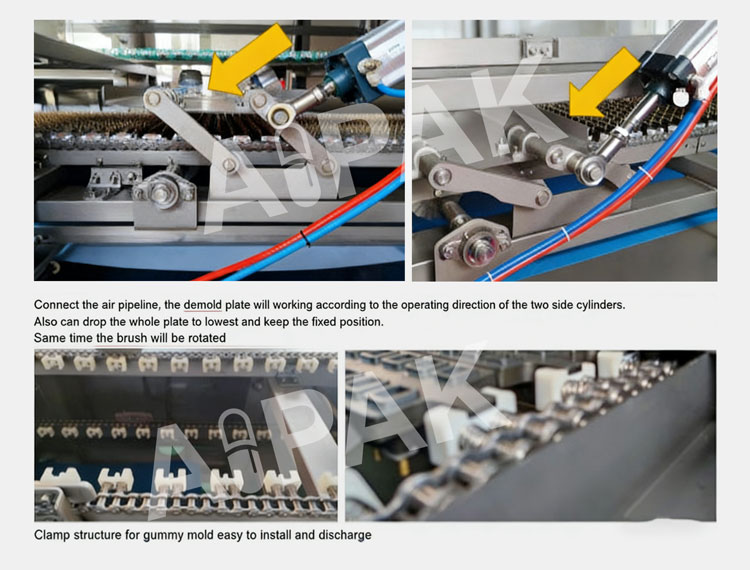
Executing precise product demolding for non-standard geometric matrices containing high-definition branding debossments requires custom-engineered ejector arrays. Legacy configurations rely on a centralized single ejector pin that applies concentrated upward force against the center of the confection face, resulting in localized geometric deformation. To eliminate this risk, custom CNC-machined mold matrices featuring integrated side-mounted peripheral ejector pins were implemented, displacing the cured matrix via balanced edge actuation to preserve face visual metrics.
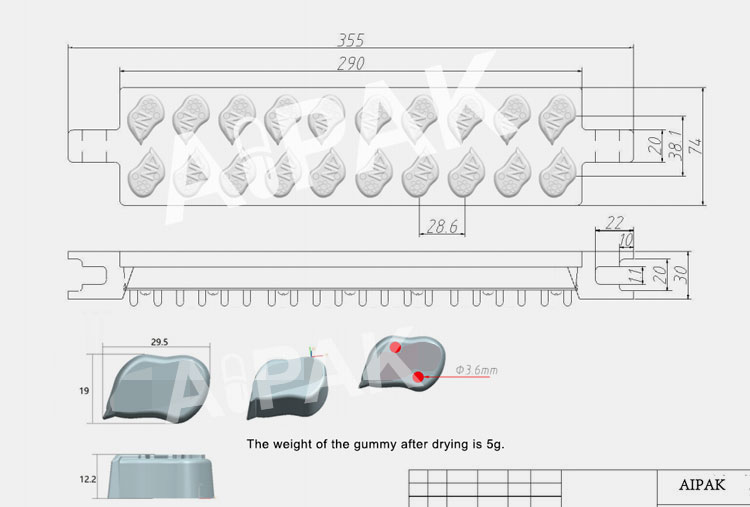
Custom gummy mold with side ejector pins
The client’s request was specific: he wanted his brand logo on the gummy. In the gummy manufacturing process, "demolding" (getting the candy out of the metal tray) is a critical step.
In a standard cheap mold, there is a single "ejector pin" right in the middle of the cavity. When the mold turns over, this pin pops the gummy out.
The Problem:If you have a logo in the center, the pin hits the logo. It can blur the design or make a dent in the face of the gummy.
Our Solution: We engineered a mold with “side-mounted ejector pins”. Instead of poking the center, these pins push on the rim or the non-detailed parts of the gummy.
This design requires more precision in the machining of the mold (CNC machining), but it ensures the product looks premium.
We also looked at his factory floor. He sent me his room dimensions. A standard line might not fit perfectly. I drew a custom layout for him. We adjusted the position of the cooling tunnel and the tanks to fit his specific room shape. This is part of our service. We do not just ship a crate; we ensure it fits your workflow.
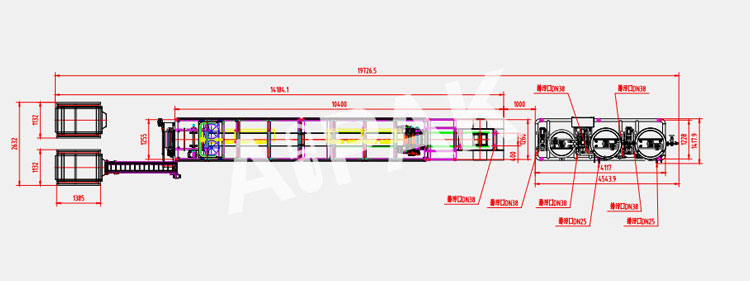
Layout we designed for customer
By solving the shape problem and the space problem, we removed his final doubts. He saw that we were partners in his production, not just sellers.
Conclusion
The client moved from a failed 40kg/h line to a verified 168kg/h solution by choosing servo technology, steam heating, and custom engineering.
Frequently Asked Questions - Gummy Manufacturing Systems
Project Compliance and Equipment Engineering Standards
During the custom fabrication, fluidic engineering routing, and plant-floor integration phases of this automated high-output servo gummy depositing system, all component sub-assemblies were verified to comply with the following international manufacturing standards:
Don't Forget To Share Article!

Bessie
Technical Content Strategist & Pharmaceutical Industry Analyst at AIPAK
Bessie is a senior technical content strategist at AIPAK, specializing in parsing complex pharmaceutical engineering workflows, solid dosage manufacturing data, and cleanroom design compliance. Working directly alongside frontline sales engineers and onsite technicians, she excels at translating raw field data into actionable technical playbooks for global pharma buyers. Avril leverages her deep understanding of international regulatory standards—including FDA cGMP (21 CFR Part 211) and ISPE engineering guides—to ensure AIPAK’s localized facility layout solutions are structured, traceable, and fully optimized for maximum operational ROI.
Gummy Making Machine Related Posts




































Gummy Making Machine Related Products








Gummy Making Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine
 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours