
Alu-Alu Blister Packaging Machine Integration: Engineering Shared Tooling Matrices for Tablets and Capsules
Pharmaceutical manufacturers often face a difficult choice between high costs and production flexibility. You want to produce different products, but buying separate machines for every single format is expensive and takes up too much space.
Yes, you can share tooling on an Alu-Alu blister machine if the tablet and capsule sizes are similar. The best strategy is to use the same forming mold to reduce costs, but you must use separate feeders for each product to ensure smooth loading and packaging stability.

Alu-Alu blister packaging machine setup
I recently worked on a project that illustrates this exact situation perfectly.In commercial oral solid dosage (OSD) encapsulation, a primary operational objective for flexible production facilities is optimizing format changeover metrics while containing capital expenditure.
A recent integration project executed for a pharmaceutical manufacturer in Malaysia required deploying an advanced DPP-260 Alu-Alu blister packaging machine engineered to process both hard gelatin capsules and compressed tablets on a synchronized platform. Fulfilling this mandate necessitated an empirical design protocol to unify the cold-forming structural stations while isolating distinct product feeding vectors.
1.Can One Machine Handle Both Tablets and Capsules?
Many factory owners feel frustrated when they have to buy multiple machines for small batch runs. You want flexibility in your production line, but equipment costs can quickly destroy your yearly budget.
One blister packaging machine can absolutely handle both tablets and capsules. The key is analyzing the dimensions of your products. If the size difference is small, we can design a versatile solution that handles both formats on a single DPP-260 unit.


DPP-260 blister machine with tablets and capsules
Executing an optimization audit on the client's localized product array initiated with formal laser-micrometer measurements of the physical tablet and capsule substrates to analyze geometric boundary conditions.
Quantitative dimensional mapping confirmed that the maximum volumetric envelope of the Size 0 hard capsule shared an optimal spatial cross-section with the maximum diameter of the round compressed tablet.
This structural alignment enabled engineering a single, unified multi-cavity cold-forming mold matrix capable of housing both solid-dosage formats without risking mechanical stress concentration or material perforation.If we made the pocket big enough for the capsule, the tablet would also fit inside it comfortably.
However, simply fitting inside is not the only thing that matters. We have to think about how the product moves. Tablets are flat and round. Capsules are long and cylindrical. They behave differently when they fall from the hopper.
Unifying the primary thermoforming/cold-forming molds drastically reduces initial capitalization requirements, as customized high-grade tool steel dies standardly consume a major portion of tooling expenditures.
Designing a singular, shared forming geometry compresses the asset footprint and optimizes long-term tooling amortization parameters for contract manufacturing packaging operations.
| Feature | Tablet | Capsule | Shared Tooling Solution |
| Shape | Round/Flat | Cylindrical | Design pocket for the largest dimension |
| Material | Compressed Powder | Gelatin/HPMC | Alu-Alu Foil works for both |
| Cost Impact | High (if separate) | High (if separate) | Low (Single Forming Mold) |
2.How Does Shared Tooling Work in Alu-Alu Packaging?
You might think that sharing molds means you have to compromise on the quality of the final package. It is scary to think about machine jams or empty blisters because the tooling isn't perfect for the specific product.
To share tooling effectively, we use one common forming mold for the blister pockets but require specific feeders for each product type. This method saves significant money on molds while maintaining high speed and accuracy during the feeding process.


Universal feeder vs dedicated feeder for blister packing
I explained to the client that while we could share the "forming" part, we could not share the "feeding" part.While the structural pockets cold-formed into the high-barrier aluminum liding materials are universally deep enough to receive both solid shapes, the product distribution kinematics behave under distinct gravity and orientation variables.
Cylindrical hard capsules exhibit a completely separate friction coefficient and tumbling velocity profile relative to flat biconvex tablets inside the supply hopper. Utilizing an uncalibrated, generic planetary brush feeder for both shapes introduces severe material interlocking risks, culminating in massive empty pocket rejections.
For this project, I specifically advised against using traditional brush feeders due to hygiene concerns and the risk of micro-scratches on the Alu-Alu foil surface. Instead, I proposed a more advanced Vibratory Channel Feeding strategy based on product dimensions:
Scenario A (Similar Dimensions): If the capsule and tablet sizes are compatible, a Universal Vibratory Track Feeder is the optimal choice. It provides precise guidance without physical abrasion, ensuring a cleaner process compared to brushes.
Scenario B (Different Dimensions): If the sizes differ significantly, we insist on configuring two separate sets of dedicated vibratory feeders. Even in this case, we avoid brush feeders to maintain strict GMP hygiene standards and protect the aesthetic quality of the aluminum foil.
To enforce precise cavity fill accuracy and maintain full strict cGMP hygiene, the machine architecture was integrated with dedicated Vibratory Channel Feeders.
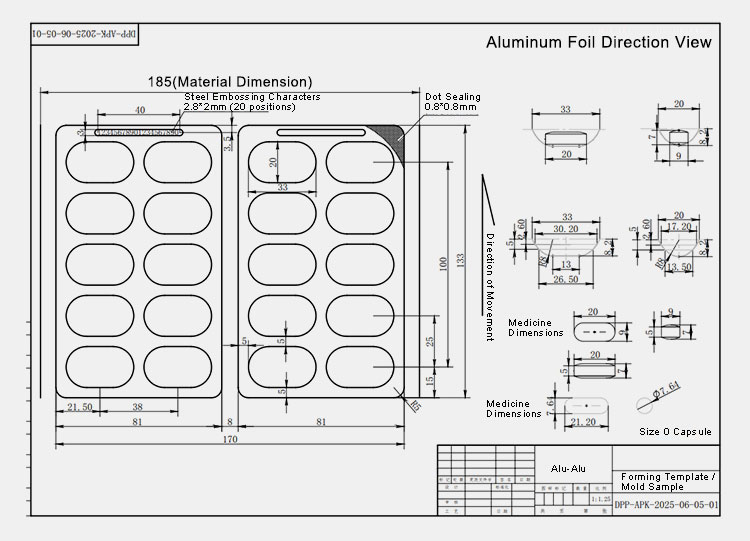
Molding sample
Tablets are directed via horizontal linear tracks calibrated to eliminate vertical stacking and edge chipping, whereas hard capsules utilize dedicated tubular sorting slots to ensure axial alignment before cavity drop times. Isolating the feeding pathways via dual standalone vibratory modules secures non-interrupted line continuity across all high-speed production runs.
The client saved money on the heavy steel molds. But they spent a little extra on a second feeder to ensure the machine would run smoothly. This setup guarantees that the DPP-260 runs at high speed without stopping for jams. It is a practical application of "spending a little to save a lot" in the long run.
3.Why Is Vision Inspection Essential for Alu-Alu Blisters?
Manual inspection is slow, expensive, and prone to human error, especially when lines run fast. You cannot afford to send empty or broken blisters to the market, as it ruins your brand reputation and endangers patients.
A vision inspection system uses high-speed cameras to check every blister pocket before sealing. It detects missing pills, broken pieces, or double-fills and automatically triggers a rejection device to remove bad packs without stopping the machine.


Vision inspection camera system on blister machine
Alu-Alu laminate structures utilize a completely opaque metallic backing that prevents post-sealing non-destructive optical inspection. This physical characteristic poses high cross-batch quality risks, as empty cavities or fractured compacts are undetectable via standard automated sensors once the upper aluminum foil is heat-sealed.
To secure continuous quality control, an advanced automated industrial vision inspection matrix was integrated directly upstream from the heat-sealing station, leveraging high-frequency digital scanning to verify batch compliance in real time.
We install a high-speed camera right after the feeding station and before the sealing station. This camera takes a picture of every single blister sheet.
The system checks for:
*Missing Product: Is the pocket empty?
*Broken Product: Is the tablet chipped or the capsule crushed?
*Double Filling: Are there two tablets in one pocket?
If the camera sees any of these errors, it sends a signal to the machine's computer (PLC). The machine remembers which blister sheet is bad. Then, at the end of the line, a mechanical arm or air jet kicks that specific sheet into a reject bin.
Integrating a high-resolution camera detection network eliminates human visual fatigue variables from the quality assurance loop, establishing 100 percent parameter verification at maximum turret velocities.
The high-speed processor tracks missing components, structural edge chipping, and double-filled cavities, transmitting coordinate-specific signals to the central Siemens PLC to trigger an automated down-line mechanical air-jet rejection sequence that ejects non-conforming blister packs into an isolated reject bin without interrupting linear output.They decided to equip the full camera detection and rejection system on the DPP-260.
4.What Value Does On-Site Installation Add to Your Production?
Buying a complex machine from overseas can feel risky and stressful for a business owner. You worry that if the machine arrives and does not work, you will be left alone with a pile of expensive metal and no support.
Professional on-site installation ensures your equipment runs at peak performance from day one. Our technicians handle mold changes, parameter tuning, and staff training, which prevents startup delays and ensures your team knows how to operate the machine safely.

Technician installing blister machine in factory
The deal was signed, but my job was not finished. The machine arrived in Malaysia, and we sent our technical team to their factory. This step is where we truly prove our value. It is one thing to sell a machine; it is another thing to make it work in a real factory environment.
Our engineers helped with the installation of the DPP-260. We set up the shared forming mold and taught their operators how to switch between the tablet feeder and the capsule feeder. We also spent a lot of time calibrating the vision camera. We had to teach the camera what a "good" tablet looks like and what a "bad" one looks like. We tested the rejection system repeatedly until it was perfect.
But we went further than just our contract. While we were there, the client mentioned they had other machines in the factory that were not working well. These were old machines bought from other suppliers. Our engineer took the time to look at them. We helped them troubleshoot electrical issues and mechanical wear on equipment we didn't even sell.
We helped them fix their production bottlenecks. This act of service built a huge amount of trust. The client realized we were experts in the entire process, not just salespeople. Because of this successful visit, the client shared their future plans with me. They explicitly stated that they will buy their next production line from us. This experience reinforced my belief that in the B2B machinery business, technical expertise and genuine service are the keys to success.
Conclusion
Sharing tooling on an Alu-Alu blister machine is a smart way to cut costs without losing quality. By using a single forming mold and separate feeders, combined with a vision inspection system, you get a flexible and safe production line.
Frequently Asked Questions - Alu-Alu Tooling Sharing Strategies
Project Compliance and Equipment Engineering Standards
During the physical laser-micrometer prototype testing, synchronized dual-feeder integration, and live camera acceptance runs of this automated DPP-260 Alu-Alu blister packaging line for Malaysia, all systems were verified to fulfill the following regulatory standards:
Don't Forget To Share Article!

Mason
Senior Pharmaceutical Automation Engineer & Fluidic Systems Specialist at AIPAK
Mason brings over a decade of hands-on technical experience in engineering high-containment fluid delivery loops, industrial water purification infrastructure (WFI), and cGMP-compliant sterile packaging lines for international markets. Specializing in the mechanical design of multi-station washing-filling-sealing production matrices, automated high-voltage leak detection (HVLD), and ATEX-certified component isolation, his validation workflows ensure that volatile and light-sensitive chemical formulations achieve complete regulatory harmony across complex ASEAN and European biopharmaceutics logistics sectors.
Blister Packaging Machine Related Posts




































Blister Packaging Machine Related Products








Blister Packaging Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine