
Semi-Solid Monoblock Engineering: Custom Rotary Tube Filling and Sealing Solutions for Multi-Format 15ml to 250ml Lines
Integrating hyper-divergent volume spectrums—specifically 15ml micro-dose formulations up to high-capacity 250ml batches—onto a singular high-velocity tube line frequently provokes catastrophic kinematic failures due to conflicting structural sealing profiles and rigid container tool dimensional constraints.
Mitigating these throughput bottlenecks requires deploying synchronized mid-speed dual-use filling stations paired with interchangeable arc-cutting assemblies, optimizing overall equipment effectiveness (OEE) while lowering component changeover overhead.

Tube filling machine handling plastic and aluminum tubes
This processing evaluation chronicles the technical adjustments and structural multi-machine configurations validated during recent project integration for an international cosmetics and semi-solid manufacturing facility confronting complex hybrid packaging constraints.
1.Why Does a Complex Tube Range Make High-Speed Machines Fail?
You buy a fast machine to save time. Then you realize it cannot cut your special tube shapes. Your fast machine becomes useless for your best products.
High-speed tube filling machines often fail with complex ranges because they lack the flexibility for special sealing shapes.
For example, high-speed models cannot process curved or arc-cut tube ends. You must use a more versatile, mid-speed machine to handle these special cuts successfully.

Arc cut and curved seal on cosmetic tubes
High-velocity automated packaging architectures sacrifice kinematic tolerance range in pursuit of rapid cycles per minute, introducing critical dimensional limitations during batch switches.
When evaluating an extensive material specification checklist spanning 15ml to 250ml volumetric scales on a single production matrix, heavy-duty linear execution systems encounter severe spacing barriers within the cutting enclosure.

The complex list from client
Specifically, specialized aesthetic profiles—such as curved seals or structural arc-cut finishes required for premium skincare presentation—cannot accommodate the high-density mechanical tooling arrays inherent to rigid high-speed platforms.
Bypassing this asset restriction demands migrating the operational blueprint toward versatile indexing layouts, enabling secure multi-format dual-use tooling integration for both aluminum and plastic structural substrates without risking continuous line jamming or seal degradation.
| Feature | 150-Model Tube Filling Machines | 80-Model Tube Filling Machines |
| Speed | Very High | Medium |
| Dual-Use (Alu/Plastic) | Yes | Yes |
| Arc Cut / Curved Seal | No | Yes |
| Best For | Simple, uniform tubes | Complex, mixed tubes |
You must always check your special shapes before you buy a fast machine. Speed does not matter if the machine cannot make your actual product. Many companies buy fast machines and then realize they cannot use them.
2.How Can You Balance Production Speed with Tube Variety?
Slower machines hurt your output during peak season. But special tubes require these slower machines. You feel trapped between making enough products and making the right products.
You can balance speed and variety by buying two mid-speed machines instead of one fast machine. You use one machine for small, high-frequency products and the other for large or special tubes. This doubles your output and stops long delays from changing machine parts.


Two tube filling machines working in a factory
Balancing target output thresholds against varying material rheology dictates a thorough assessment of localized fluid dynamics and fill-time variations.
Volumetric limits shift operational velocity from 70 tubes per minute for thin, low-viscosity 15ml components down to 40 tubes per minute under high-mass 250ml sub-dosing trajectories.
Rather than mandating extensive toolset changeovers that introduce critical line downtime and drain labor overhead on a singular axis, optimized manufacturing setups deploy a dual mid-speed machine array.
This strategic decoupling dedicates one independent rotative system exclusively to rapid high-frequency small runs, while isolating the secondary line for high-capacity and heterogeneous custom-edge sealing formats.
Why Two Machines Work Better
This plan solves the arc cut problem completely. It also doubles the total production speed for the factory. More importantly, it stops the workers from changing molds all day. Here is how the production time changes when you use two machines.
| Production Method | Changeover Time | Output Speed | Flexibility |
| One Fast Machine | High | Fast | Low |
| One Mid-Speed Machine | Very High | Slow | High |
| Two Mid-Speed Machines | Low | Fast | Very High |
Buying two machines costs more money at first. But you make more money over time because your factory never stops running.
3.What Are the Hidden Limits of Aluminum vs. Plastic Tube Diameters?
You think a machine handles all materials equally. Then you try to fill a large aluminum tube. The machine breaks it, and you lose expensive materials.
Aluminum and plastic tubes have different diameter limits on dual-use machines. Plastic tubes can reach up to 50mm in diameter.
However, aluminum tubes usually max out at 40mm. Large aluminum tubes also require complex folding techniques that many standard machines cannot perform reliably.
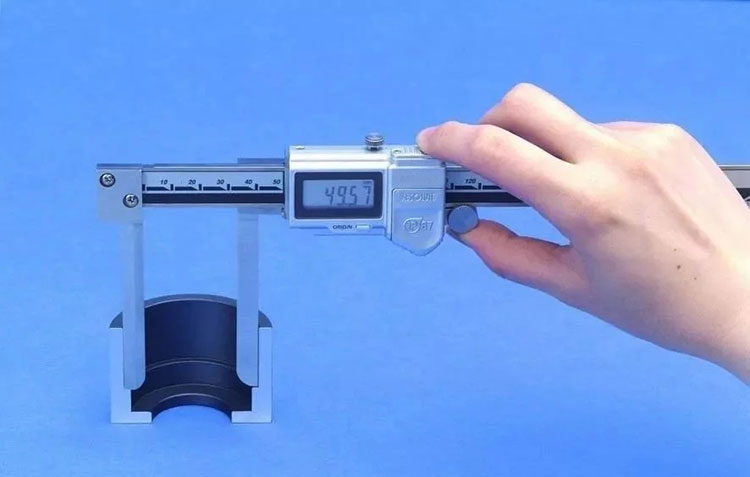
Measuring diameter of aluminum and plastic tubes
The client then asked if the 80-model tube filling machine could handle every single tube on their long list. I had to look very closely at their numbers.
The 80-model tube filling machine is great for plastic tubes. It works with plastic tubes from 13mm to 50mm in diameter. It also works with tube heights from 80mm to 200mm.
But aluminum tubes are very different from plastic tubes. Metal does not act like plastic inside a machine.
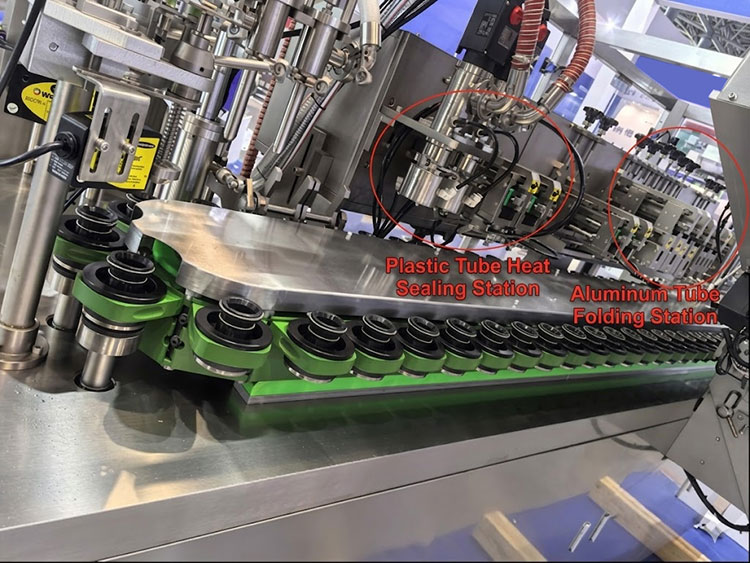
Two different station in machine
The 80-model tube filling machine can only handle aluminum tubes up to 40mm in diameter. I looked at the client's list again. Their big 250ml tubes were 45mm to 55mm wide. The biggest one was 51mm. If these big tubes were aluminum, the 80-model tube filling machine could not do the job at all.
Also, when an aluminum tube is 35mm to 40mm wide, it is at the absolute limit for the machine. At this large size, we can only fold the tail twice. This is called a two-fold seal. Big aluminum tubes are rare, and this folding process is very hard.
Dealing with Oval Tubes
I asked the client to check their materials. They said the tubes over 40mm were all plastic. That was good news for us. But they had another problem on the list.

Oval aluminum tube
Some of their aluminum tubes were oval. Standard machines cannot find the right position for oval tubes easily. The sensors get confused by the shape. I asked them to send physical samples of the oval tubes to my factory. Our engineers needed to test them on the machine to see if it works.
| Tube Material | Max Diameter on 80-Model Tube Filling Machine | Sealing Challenge |
| Plastic | 50mm | Normal heat seal |
| Aluminum | 40mm | Two-fold seal at limit |
| Oval Aluminum | Needs testing | Hard to position |
You must always separate your plastic and aluminum limits. They do not act the same way, and they need different handling.
4.How Can Standardizing Tube Sizes Save You Money on Molds?
Buying a mold for every tube size costs a lot of money. You waste your budget on metal parts instead of growing your actual business.
You can save money by keeping your tube diameters the same and changing the tube height to adjust the volume. Special cutting tools, like arc cutters, only fit one specific diameter. Using fewer diameters means you buy fewer expensive molds for your machine.

Different heights of tubes with the same diameter
Standardizing component diameters across a diverse product matrix yields immediate financial containment benefits by compressing specialized mold expenditures.
Because custom inline cutting mechanisms are milled to match one exact geometric diameter, executing variations in both width and height simultaneously forces manufacturers to purchase redundant, high-cost cutting blocks for every batch iteration.
Optimizing the packaging architecture to sustain a static diameter threshold while expanding container height to scale volume from 50ml to 100ml preserves tooling cross-compatibility.
This proactive sizing alignment eliminates structural machine adjustments during product transitions, lowering baseline capital layout and ensuring high-precision sealing execution.
An arc cutter cannot work on different diameters. It is made for one exact size only. If you have a 30mm tube and a 40mm tube, you need two different cutters.My client had three different diameters for their arc cut tubes. This meant they had to buy three separate mold sets just for cutting.
The Value of Smart Design
If they change their design to use only one diameter, they only buy one mold. This saves a lot of money right away. It also saves time every day because workers do not need to stop the machine to change the cutter tool.
| Tube Design Strategy | Number of Diameters | Number of Molds Needed | Cost |
| Mixed Diameters | 3 | 3 | High |
| Standard Diameter | 1 | 1 | Low |
Smart packaging design makes manufacturing much cheaper and much easier. You should always talk to your machine supplier before you finalize your packaging sizes.
Conclusion
Choosing the right tube filler requires looking at tube shapes, materials, and sizes. Standardizing your tubes and using multiple machines solves complex production problems and increases your output safely.Struggling to fit a massive range of tube sizes and shapes onto a single line? Don't settle for a compromise that risks your product quality. Click here to contact AIPAK’s technical team for a Free Tooling Compatibility Audit and a customized dual-system layout today!
References
1.FDA Guidance for Industry: Container Closure Systems for Packaging Human Drugs and Biologics — cGMP Engineering Controls —— U.S. Food and Drug Administration (FDA)
2.ISPE Baseline Guide: Volume 4 - Semi-Solid and Topical Dosage Form Manufacturing Facilities —— International Society for Pharmaceutical Engineering (ISPE)
3.Kinematic Analysis of Rotary Indexing Drives and Heat-Sealing Dynamics for Multi-Format Polymer and Aluminum Containers —— Journal of Pharmaceutical Engineering and Science
4.Metallurgical Deforming Factors and Two-Fold Geometries in High-Diameter Aluminum Tube Containment Seals —— Advanced Materials & Machinery Review
Don't Forget To Share Article!

Bessie
Technical Content Strategist & Pharmaceutical Industry Analyst at AIPAK
Bessie is a senior technical content strategist at AIPAK, specializing in parsing complex pharmaceutical engineering workflows, solid dosage manufacturing data, and cleanroom design compliance. Working directly alongside frontline sales engineers and onsite technicians, she excels at translating raw field data into actionable technical playbooks for global pharma buyers. Avril leverages her deep understanding of international regulatory standards—including FDA cGMP (21 CFR Part 211) and ISPE engineering guides—to ensure AIPAK’s localized facility layout solutions are structured, traceable, and fully optimized for maximum operational ROI.
Tube Filling Machine Related Posts























Tube Filling Machine Related Products








Tube Filling Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine