
Pharmaceutical Wet Granulation Validation Protocol: From Dispensing to Blister Packaging
Executing a scientifically robust process validation protocol for solid dosage manufacturing is a mandatory regulatory prerequisite, requiring comprehensive challenge-testing of raw materials from initial dispensing to primary blister packaging.
This definitive guide delineates the critical process parameters (CPPs) and critical quality attributes (CQAs) required to secure compliance, preventing batch heterogeneity, tableting capping, and film-coating delamination.

Dispensing and weighing validation
Let’s audit the structural validation criteria and sampling methodologies aligned with global regulatory mandates.
1.What Are the Key Validation Parameters for Pre-mixing?
Pre-mixing process validation requires the rigorous challenge-testing of feeding sequences, impeller velocities, and chopper dwell times, verified by extracting concurrent samples from ten distinct geometric locations to confirm a Blend Uniformity Relative Standard Deviation (RSD) of ≤5.0%.
Poor mixing causes failed uniformity tests. This wastes expensive active ingredients. I will show you how to set the right speeds and times for perfect blends.
You need to validate the feeding order, impeller speed, chopper speed, mixing time, and load volume. You must test blend uniformity by taking samples from ten different locations. This ensures the drug distributes evenly.

Pre-mixing uniformity testing
How to Sample Correctly
To eliminate the risk of active pharmaceutical ingredient (API) segregation during early-stage powder blending, validation engineers must avoid volatile localized sampling. A calibrated sample thief must be deployed to extract unit-dose cores directly from ten pre-determined geometric locations spanning the upper, middle, and lower strata of the mixing vessel.
Triplicate parallel samples per location must be transferred immediately into inert, airtight containers to suppress particle friction changes, guaranteeing that the final inter-batch assay accurately registers an ≤5.0%.
| Sampling Rule | Target Value | Why We Check It |
| Number of spots | 10 different locations | Proves the whole batch is even |
| Parallel samples | 3 per location | Gives backup data for testing |
| RSD Limit | RSD ≤ 5.0% | Shows the mix is very stable |
You must not take a second sample from the same spot. You must transfer the whole sample into a suitable container right away. Each sample should be one to three times the unit dose.
All single values must stay within a strict range. They must be less than ten percent away from the average value.
If you follow this rule, you will prove your process is strong. This stops regulators from questioning your mixing quality. You need good data to show your drug is mixed well.
2.How Do You Master the Core Wet Granulation Step?
Wet granulation is very hard to control. Unstable binder addition creates bad granules. I will teach you the exact parameters to keep your granules perfect every time.
You must validate the binder preparation temperature, time, and stirring speed. You also need to control the granulator machine impeller speed, chopper speed, binder addition rate, and total granulation time. You must also test the end-point.

Wet granulation machine
Binder and Machine Controls
Wet granulation is the heart of your whole process. I have seen many companies fail here because they do not control the binder well. If your binder contains an active drug, you must validate its uniformity. You must also check its storage conditions and time limits.
| Parameter Type | Specific Action | Control Goal |
| Binder Prep | Set exact temp and time | Keeps binder smooth and active |
| Addition Method | Set pump speed clearly | Stops wet lumps from forming |
| End Point | Check power or current | Tells you when granules are ready |
You must decide how to add the binder. You can add it all at once or in steps. If you use a pump, you must record the pump speed and air pressure. You need to study the end-point carefully.
While visual inspection of the wet mass provides preliminary floor-level observation, regulatory validation matrices demand reproducible instrumentation data. Process scaling protocols must leverage real-time torque rheology and granulator motor current metrics to establish the quantitative granulation end-point.
Documenting these continuous power consumption curves alongside precise wet-massing dwell times provides an unassailable audit trail, proving that the particle agglomeration phase is governed by scientific data rather than operator subjectivity.
3.What Must You Check During Fluid Bed Drying?
Wet granules ruin tableting later. Uneven drying causes sticky drier machines. I will share the best way to control air temperatures to dry your granules evenly.
You must validate inlet air temperature, inlet air humidity, exhaust temperature, air volume, and drying time. You need to test the final moisture content, drying uniformity, and residual solvents. This makes sure no wet spots remain.

Fluid bed drying machine
Testing Drying Uniformity
Fluid bed drying validation transcends basic thermal exposure; spatial microclimates within the product container can introduce moisture stratification.
To verify continuous thermodynamic equilibrium, engineers must audit multi-point residual moisture profiles by extracting core samples from at least six distinct fluid bed zones. Correlating a loss on drying (LOD) threshold of ≤3.0% with a maximum intra-batch differential (dmax)≤1.0% rigorously validates fluidization uniformity, permanently shielding downstream compressed matrices from picking and sticking defects.
| Test Item | Target Value | Testing Method |
| Fast Moisture | Not more than 3.0% | Test 6 locations separately |
| Max Difference | dmax ≤ 1.0% | Compare the 6 moisture results |
| Solvents | Below safe limits | Gas testing for alcohol |
You must take samples from different parts of the fluid bed. I suggest taking samples from six different locations. You must test the fast moisture for each spot. The moisture must not be more than three percent. You must compare the six moisture results.
The max difference must be less than one percent. This proves the air flows well through the whole bed. If your max difference is higher, your air flow is bad. You must fix the fan speed or the inlet temperature.
This step stops your tablets from sticking to the press later. You must always check for leftover alcohol if you use it. You must keep all solvents below safe limits.
4.How Do You Validate Milling and Final Blending?
Bad powder flow stops your tablet press. Poor blending ruins drug levels. I will show you how to set sieve sizes and blending speeds for perfect powder.
For milling, you validate the sieve mesh, speed, and passes. For blending, you validate rotation speed, time, and load volume. You must test powder properties and blend uniformity to ensure the final mix is ready.

Powder blending and milling
Key Powder Properties
I always group milling and blending together because they decide your final powder quality. If you add many extra materials outside the granules, you must validate powder properties here. Powder properties show if your process is stable. They directly change the final tablet quality.
| Process Step | Validation Focus | Why We Check It |
| Milling | Sieve mesh and speed | Makes all granules the same size |
| Blending | Speed and load volume | Mixes drug and helpers evenly |
| Testing | Uniformity RSD ≤ 5.0% | Proves every dose is safe |
You must check particle size, bulk density, tapped density, and flowability. For blending, you must take samples just like in pre-mixing. You must take three parallel samples from different spots. You must keep all single values within ten percent of the target.

Good powder flow makes tableting very easy. Poor flow will cause weight problems in the next step. You must make sure the sieve mesh matches your granule size needs. You must count how many times the granules pass through the mill. You must prove the blending speed is fast enough to mix the powder perfectly.
5.What Are the Critical Controls for the Tableting Process?
Tablet weight changes cause automatic batch failures. Wrong tablet press machine press settings break your tools. I will explain how to control pressure and speed for perfect tablets.
You must validate tooling specs, press speed, fill depth, compression force, and feeder speed. You need to check tablet appearance, weight variation, hardness, friability, and disintegration times. This guarantees every unit is exactly the same.

Tablet press machine
Validating Unit Dose Uniformity
Tableting is where your drug finally takes its shape. I had a case where the feeder wheel shape did not match the powder type. The tablets kept failing weight tests. You must check if your feeder wheel matches your product.
| Sampling Plan | Detail | Target |
| Sample Spots | At least 20 points | Covers the whole batch time |
| Units per Spot | At least 7 units | Gives a good average |
| RSD Limit | RSD ≤ 6.0% (n≥60) | Proves high weight control |
You must test the uniformity of the unit dose during the whole run. You must pick at least twenty spots to sample. You must take at least seven units from each spot. You must test a lot of tablets to get a good average.
Every spot average must be between ninety percent and one hundred ten percent of the target dose. All single values must stay between seventy-five percent and one hundred twenty-five percent.
Also, if you have a speed range, you must test both the low and high speeds. You need to think about making plain tablets an intermediate control point. This depends on your process risk. You must record the main pressure carefully. You must make sure the hardness stays the same.
6.How Do You Ensure a Flawless Film Coating Process?
Peeling coats and wet tablets ruin your final product look. Bad spray rates waste expensive liquid. I will show you how to set your spray guns right.
You must validate coating liquid preparation, pre-heating, pan speed, inlet temperature, exhaust temperature, spray pressure, and spray rate. You must test coating uniformity, final appearance, weight gain, and moisture to ensure a stable layer.
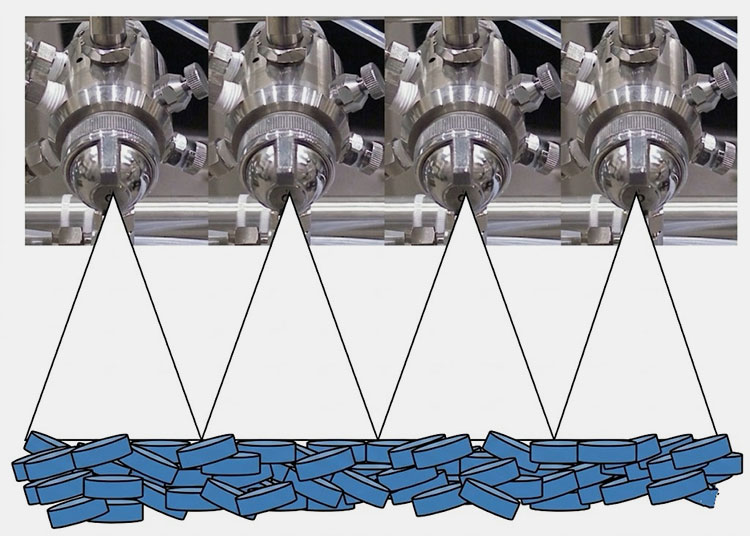
Film coating spray gun
The Three Stages of Coating
Coating is an art and a science. I once saw a whole batch turn sticky because the exhaust temperature was too low. You must control the heat and the liquid perfectly. You must validate the preparation, the active coating, and the drying steps.
| Coating Stage | Key Parameter | Control Reason |
| Liquid Prep | Solid content and mixing time | Stops lumps in the spray gun |
| Spraying | Spray rate and pan speed | Makes the coat grow evenly |
| Drying | Exhaust temp and dry time | Removes all water from tablets |
You must check the solid content and mixing time of the liquid. This stops lumps in the spray gun. You must check the weight gain closely. Regulators want to know exactly how you decide the coating is finished.
You must check the final tablet weight difference, disintegration time, and water content. If you do not dry the tablets well, they will go bad in the blister pack. You must set the correct distance for the spray guns.
You must watch the pan speed to keep the tablets moving safely. You must ensure the protective layer is smooth and has no cracks. You must test the final color to make sure it looks perfect.
7.How Do You Validate Primary Packaging and Storage Times?
Leaking blisters let air destroy your tablets. Short hold times stop your factory schedule. I will teach you how to validate seals and storage times safely.
You must validate the blister packaging machine speed and sealing temperature. You must test appearance and seal integrity. You also need to validate the hold times and cleaning methods to prove your drugs stay safe.

Blister packaging machine
Concurrent Validation Needs
Packaging is your last line of defense. I always tell operators that a bad seal means a dead drug. If your drug is sensitive to heat, you must check how the sealing heat and machine speed change the tablet quality.
| Validation Type | Focus Area | Goal |
| Packaging | Sealing temp and speed | Stops air and water leaks |
| Hold Times | Granules and plain tablets | Proves safety during wait times |
| Cleaning | Mixer, press, and coater | Stops cross-contamination |
You cannot just test the machine. You must also test time and cleanliness. You must set clear storage rules. Regulators will reject your report if you miss hold time tests. You must design hold time tests based on process risks. You must check granules, plain tablets, and coated tablets.
Finally, you must do a cleaning validation. You need to prove that your washing methods remove all drug leftovers from the machines. This keeps every new batch completely pure.
You must write down the exact temperature for the heat seal. You must prove the blisters do not leak under pressure. You must always check the final package appearance.
To systematically prevent batch cross-contamination on multi-product solid dosage lines, executing a mathematically justified cleaning validation protocol is mandatory. Every swab sampling matrix, analytical rinse threshold, and intermediate material maximum hold-time parameter must be rigorously validated against the statutory frameworks outlined in the FDA Guidance for Industry: Process Validation - General Principles and Practices and the cleanroom separation protocols enforced by FDA cGMP Regulations for Finished Pharmaceuticals (21 CFR Part 211), transforming standard floor cleanup into an audit-ready regulatory asset.
Conclusion
Wet granulation validation needs strict control from weighing to packing. You must follow these parameter checks to build a strong process, pass regulatory reviews, and produce safe drugs. Tired of regulatory deficiencies and repeated validation batches? Don't let incomplete process data stall your product launch. Click here to request a Free Process Validation Gap Analysis and ensure your wet granulation line meets the highest cGMP and Annex 1 standards!
FAQ
References
1.Guidance for Industry: Process Validation- General Principles and Practices —— U.S. Food and Drug Administration (FDA)
2.Current Good Manufacturing Practice for Finished Pharmaceuticals (21 CFR Part 211)—— U.S. Code of Federal Regulations (CFR)
3.ISPE Baseline® Guide: Volume 2 - Oral Solid Dosage Forms (Third Edition) —— International Society for Pharmaceutical Engineering (ISPE)
4.EudraLex - Volume 4 - Good Manufacturing Practice (GMP) Guidelines: Annex 11 Computerised Systems —— European Medicines Agency (EMA)
5.Methodology for Testing Blend Uniformity and Unit Dose Content Uniformity—— United States Pharmacopeia (USP)
6.Analysis of Power Consumption Curves as an End-Point Determination Tool in High-Shear Wet Granulation—— ScienceDirect / Journal of Pharmaceutical Sciences
Don't Forget To Share Article!

Bessie
Technical Content Strategist & Pharmaceutical Industry Analyst at AIPAK
Bessie is a senior technical content strategist at AIPAK, specializing in parsing complex pharmaceutical engineering workflows, solid dosage manufacturing data, and cleanroom design compliance. Working directly alongside frontline sales engineers and onsite technicians, she excels at translating raw field data into actionable technical playbooks for global pharma buyers. Avril leverages her deep understanding of international regulatory standards—including FDA cGMP (21 CFR Part 211) and ISPE engineering guides—to ensure AIPAK’s localized facility layout solutions are structured, traceable, and fully optimized for maximum operational ROI.
Granulator Machine Related Products







Granulator Machine Related Posts























Granulator Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 6426 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box? Sign up for AIPAK’s monthly newsletter, we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machin