
From 15kW to 5.5kW: Can a Double Cone Mixer Boost Efficiency in Sports Nutrition Production?
Scaling up commercial throughput for premium sports nutrition formulas mandates an exhaustive control over powder kinetics, particularly when uniform homogeneity must be maintained across vast bulk density, particle morphology, and structural fragility variations.
This engineering playbook delineates the processing limitations of mechanical high-shear ribbon blenders versus gravitational multi-axial tumbling, demonstrating how transitioning to a 1500L Double Taper-Shaped Mixer secures precise particle dispersion while delivering a 63.3% reduction in facility electricity consumption (OPEX).
Double cone mixer for sports nutrition
Let's evaluate the mechanical dead zones, Clean-In-Place (CIP) turnaround variables, and European validation protocols (IQ/OQ/DQ) verified in our recent industrial integration.
1.Why is a 1500L 3D mixer too expensive for basic protein powders?
While three-dimensional (3D) multi-directional motion blenders deliver exceptional mixing homogeneity for low-volume applications, engineering their complex multi-axis driving kinematics at a 1500L commercial scale becomes cost-prohibitive for standard sports nutrition contract manufacturing, rendering gravitational tumbling double cone vessels the optimal ROI alternative.
Do you want to scale up your powder production? Bigger mixing machines cost much more money. You might spend your whole budget on a machine you do not really need.
A 1500L 3D mixer is too expensive because its complex multi-directional moving parts cost a lot to build. While it is great for high-value products, it goes way over budget for standard sports nutrition production.

1500L 3D powder mixer machine
Operational diagnostics for scaling commercial throughput in the nutraceutical sector reveal a persistent friction between volume expansion and capital expenditure (CAPEX) boundaries.
Although a 300L 3D motion mixer excels at handling fluid particle rearrangement under zero centrifugal strain, expanding this intricate mechanical infrastructure to a 1500L chassis requires extreme structural reinforcement and specialized multi-axis drive linkages.
For bulk sports formulations containing whey proteins and micro-dose additives, this excessive mechanical complexity introduces a volatile CAPEX bottleneck without yielding proportional process advantages, making simpler, robust geometric tumbling systems far more economically viable.

Technical evaluation of early-stage line planning initially prioritized a 300L three-dimensional (3D) multi-directional motion mixer due to its superior particle management. Operating on a multi-axis kinematic matrix, 3D motion systems eliminate macro-centrifugal force, enabling volatile, low-density powder fragments to cross-flow freely without experiencing structural compression or fluid friction. This mechanical configuration yields near-perfect blend uniformity for low-volume, high-value batch production.
However, executing an industrial scale-up protocol to a 1500L commercial throughput capacity introduces a volatile capital expenditure (CAPEX) barrier.
Due to the intricate mechanical link-arm architectures and heavy-duty structural reinforcement required to safely balance a large-scale multidirectional moving mass, a 1500L 3D system generates a prohibitive manufacturing cost premium that routinely exceeds realistic commercial scaling budgets for high-volume sports nutrition operations.
To delineate why large-capacity multi-axial kinematics introduce such devastating mechanical and financial strain, processing engineers must isolate the structural vulnerabilities inherent in scaling up these specific vessel geometries.
The Problem with Big 3D Mixers

A 3D mixer is very hard to build in big sizes. The structure is very complex. The factory needs strong materials to support the heavy moving parts. This makes the machine cost very high.
When to Use a 3D Mixer

You should use a 3D mixer for very expensive products. It is perfect for medicine or high-value chemicals. For basic sports nutrition, it is too much. You spend money you do not need to spend.
| Machine Size | Build Complexity | Best Use Case | Cost Level |
| 300L 3D Mixer | Medium | Small batch high-value powder | Medium |
| 1500L 3D Mixer | Very High | Large batch expensive medicine | Very High |
2.Does a ribbon blender waste energy and ruin light powders?
Are you thinking about buying a cheap mixer? A cheap machine can cost you more in electricity and ruin your product quality. You must look at the hidden costs.
Yes, a ribbon blender wastes energy by using a 15kW motor, compared to a 5.5kW double cone mixer. Its high-speed mechanical mixing creates dust, causes over-shearing, leaves micro-ingredients uneven, and makes cleaning very difficult for light protein powders.
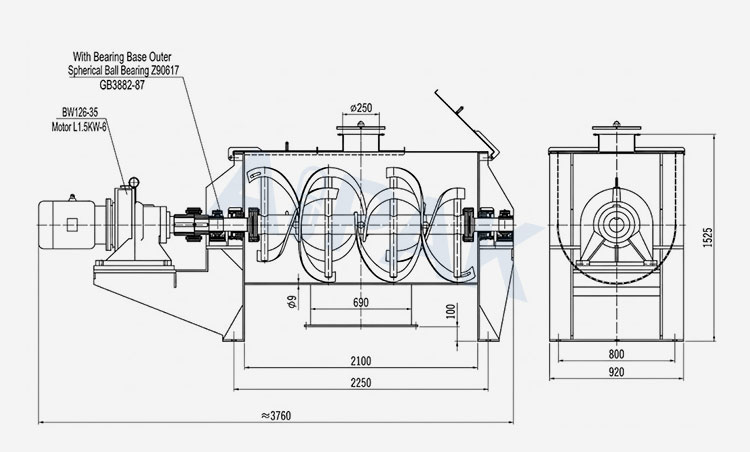
Ribbon blender vs double cone mixer
After we dropped the 3D mixer idea, my client asked me about a ribbon blender. A ribbon blender is much cheaper to buy. Many people use it for powders. But I told him it was a bad idea for his specific recipe.
High Power Use

The ribbon blender uses a lot of power. A 1500L ribbon blender needs a 15kW motor. It pushes heavy metal blades through the powder. This takes a lot of energy. Your electricity bill will go up fast.
Bad Mixing for Light Powders

Traditional horizontal ribbon blenders rely on forced mechanical shear, deploying a central shaft and metal ribbons that forcefully slice through the material matrix.
When processing volatile sports supplements, this high-velocity agitation introduces localized over-shearing, driving frictional heat spikes that cross the melting thresholds of thermosensitive active amino acids and premium herbal extracts.
This thermal stress alters flavor profiles and degrades active ingredient potencies. Furthermore, lightweight and fluffy whey protein isolates undergo severe particle degradation under this scraping friction, generating excessive airborne dust and excitation-driven electrostatic charging that forces powder to adhere to vessel walls rather than dispersing evenly.

The fixed paddle configuration inherently creates stagnant mechanical dead zones around the central shaft where fine micronized elements accumulate, leading to severe blend uniformity deficiencies and chronic QA batch failures during finished product analysis.
Poor Micro-Ingredient Spread

My client uses tiny amounts of amino acids. A ribbon blender often leaves these micro-ingredients uneven. They get stuck in corners. Cleaning a ribbon blender is also very hard. The blades are fixed inside. You cannot reach all the spots easily.
| Mixer Feature | Ribbon Blender | Impact on Protein Powder |
| Motor Power | 15kW | High electricity cost |
| Mixing Action | High-speed stirring | Breaks powder, creates dust |
| Cleaning | Very hard | Leaves old powder behind |
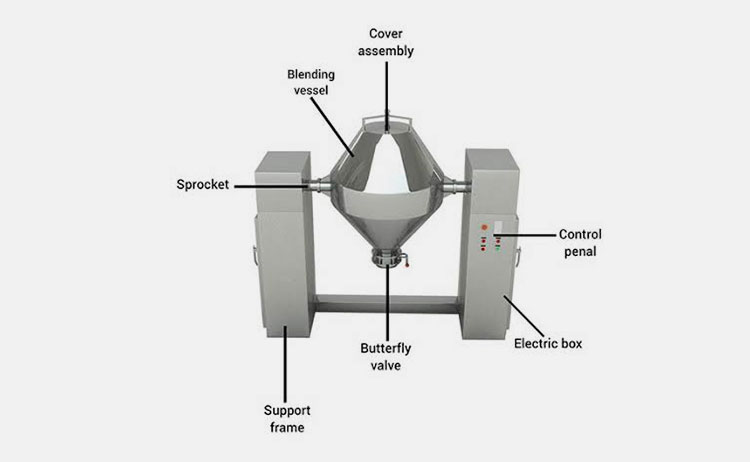
3.Why does a double cone mixer save power and factory space?
Are you worried about factory space and high power bills? Finding a machine that fits your room and uses less power is a big challenge. I have the right answer.
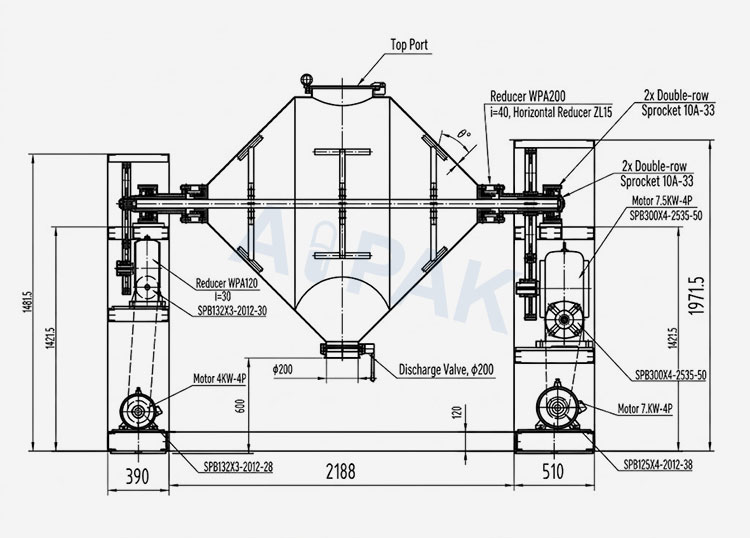
A double cone mixer saves power by using a small 5.5kW motor to rotate the whole barrel. It saves factory space because its simple, upright design takes up less floor area than a long, bulky ribbon blender.

Double cone mixer factory space
I looked at the client's needs. He needed a 1500L capacity. He needed a good mix for light proteins and herbs. He needed to stay within budget. I told him to buy a double cone mixer.
Big Energy Savings
The double cone mixer is very smart. It does not push blades through the powder. Instead, it turns the whole barrel. Gravity does the work. Because of this, a 1500L double cone mixer only needs a 5.5kW motor. This is a huge drop from the 15kW ribbon blender. You save money every time you turn it on.
Better Use of Factory Floor

A ribbon blender is long and wide. It takes up a lot of floor space. My client had a small factory room. The double cone mixer stands up. It uses vertical space. It takes up much less floor area. This gave my client more room for packing machines.
Gentle on Powders
The turning action is very gentle. It does not break the light protein powder. It creates almost zero dust. It protects the quality of the powder.
| Mixer Type | Motor Power | Floor Space Needed |
| Ribbon Blender | 15kW | Very Large |
| Double Cone Mixer | 5.5kW | Small to Medium |
4.Can a double cone mixer blend tiny herbal extracts perfectly?
Do you struggle to mix tiny amounts of herbs into big batches of protein? Bad mixing leaves clumps in your product. Your customers will hate the bad taste.
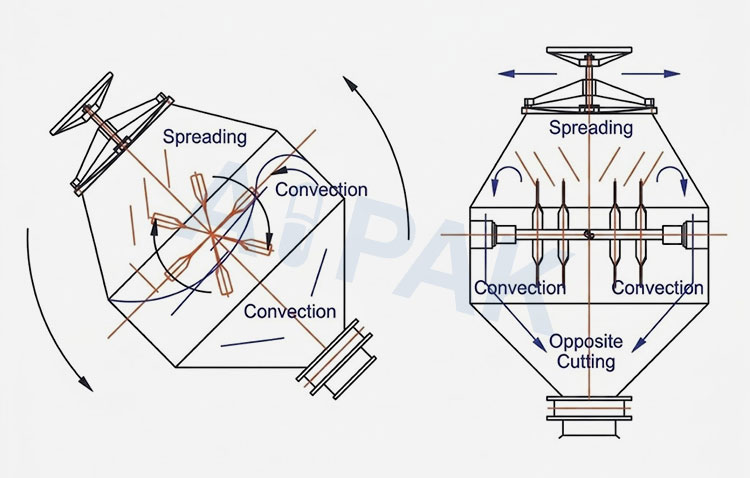
Yes, a double cone mixer blends tiny herbal extracts perfectly. The gentle tumbling motion folds the powders together naturally. This ensures tiny amounts of amino acids and herbal extracts spread evenly through the light protein powder without separating or leaving residue.

Mixing herbal extracts in protein powder
My Portuguese client had one final worry. His recipe had very small amounts of amino acids and herbal extracts. He mixed these into a huge pile of light protein powder. He was afraid the heavy herbs would sink to the bottom.
No Powder Separation

I explained how the double cone mixer works. As the cone turns, the powder slides and folds. It creates a natural flow. The light and heavy powders mix together evenly. They do not separate.
Perfect Dispersion

The tumbling action is very good at spreading out tiny amounts of ingredients. The amino acids and herbal extracts disperse completely into the protein powder. Every scoop of the final product has the same amount of nutrition.
Easy to Clean
The inside of the double cone mixer is very smooth. It has no dead corners. It has no fixed blades inside. When the mix is done, all the powder flows out easily. There is no residue left inside. This makes cleaning very fast and very easy. My client was very happy with this. He bought the double cone mixer. It works perfectly in his factory today.
To systematically shield contract packaging plants from cross-contamination and compliance bottlenecks, the 1500L rotating vessel features a zero-shaft-contact design and a mirror-polished internal finish (Ra ≤0.4).

Every component and material footprint is fully verified in direct compliance with the FDA cGMP Regulations for Finished Pharmaceuticals (21 CFR Part 211) and standard international food contact hygiene codes, establishing a highly cleanable, audit-ready layout that confidently passes strict European automated health safety verification.
| Mixing Need | Double Cone Mixer Result | Benefit to Client |
| Micro-ingredients | Perfect spread | Consistent product quality |
| Powder Separation | None | Better taste for customers |
| Residue | Almost zero | Fast and easy cleaning |
Conclusion
A double cone mixer is the best choice for sports nutrition. It saves power, protects light powders, and fits your factory. You will get perfect mixing results every time. We invite you to submit your raw material specifications to Request a Free Blending Performance & ROI Energy Audit, allowing AIPAK’s powder engineering experts to map out a customized, cGMP-compliant scale-up strategy with verified IQ/OQ/DQ documentation tailored to your facility today.
FAQ
References
1.Current Good Manufacturing Practice for Finished Pharmaceuticals (21 CFR Part 211) —— U.S. Code of Federal Regulations (CFR)
2.ISPE Baseline® Guide: Volume 2 - Oral Solid Dosage Forms (Third Edition) —— International Society for Pharmaceutical Engineering (ISPE)
3.Analysis of Blending Efficiency and Content Uniformity in Tumbling Double-Cone Mixers —— ScienceDirect / Powder Technology
4.A Comparative Evaluation of Shear-Induced Segregation in Ribbon Blenders vs. Tumbling Blenders —— ScienceDirect / International Journal of Pharmaceutics
5.Industrial Energy Efficiency Standards for Rotating Bulk Powder Processing Hardware —— IEEE Transactions on Industry Applications
6.Guidance for Industry: Container Closure Systems for Packaging Human Drugs and Biologics —— U.S. Food and Drug Administration (FDA)
Don't Forget To Share Article!

Bessie
Technical Content Strategist & Pharmaceutical Industry Analyst at AIPAK
Bessie is a senior technical content strategist at AIPAK, specializing in parsing complex pharmaceutical engineering workflows, solid dosage manufacturing data, and cleanroom design compliance. Working directly alongside frontline sales engineers and onsite technicians, she excels at translating raw field data into actionable technical playbooks for global pharma buyers. Avril leverages her deep understanding of international regulatory standards—including FDA cGMP (21 CFR Part 211) and ISPE engineering guides—to ensure AIPAK’s localized facility layout solutions are structured, traceable, and fully optimized for maximum operational ROI.
Bin Mixer Related Posts























Bin Mixer Related Products





")


Bin Mixer Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine