
How to Solve the 8 Most Common Defects in Shaped Tablet Compression?
Making shaped tablets is hard. Bad shapes cause filling dead zones and uneven pressure. This ruins your product yield. I will show you how to fix these problems today.
To solve shaped tablet defects, you must fix uneven filling, asymmetrical stress, and poor ejection. Optimize your powder flow, adjust your tooling design, and control your tablet press machine settings. This prevents weight variation, cracking, sticking, and chipped edges in irregular tablets.
Shaped tablet compression defects
You might think that pressing shaped tablets is just like pressing round tablets. But you will quickly see that irregular shapes cause many hidden production stops. Let us look at the real problems and the best ways to solve them.
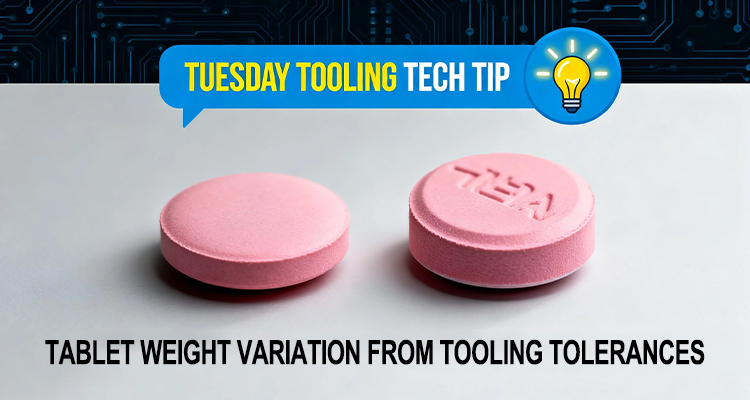
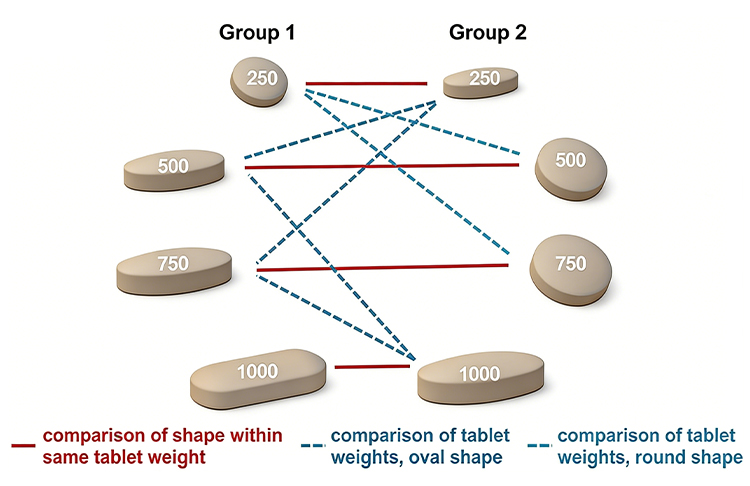
1.Why Do Shaped Tablets Have High Weight Variation?
Your tablet weights go up and down. This breaks your quality control limits. It is the most common problem in shaped tablets. Let us find out why this happens.
High weight variation happens because irregular shapes have filling dead zones. Poor powder flow stops the material from reaching corners. Also, bad feeder scraping or uneven lower punch movement causes different fill volumes in each die hole.
Shaped Tablet Weight Variation
I remember a time when a client called me in a panic. Their oval tablets had a 40% weight rejection rate. We looked at their tablet press machine. We saw that the powder could not fill the narrow ends of the oval shape.
This happens because shaped tablets have corners. Powder does not flow into sharp corners easily. When the powder flow is bad, the die cavity does not get full.
We need to break this problem down into three parts. First, we must check the powder. Second, we must check the feeder. Third, we must check the punch.
2.How to Fix Weight Variation?
| Problem Area | Root Cause | Direct Solution |
| Powder Flow | Coarse or uneven granules | Use a high shear mixer granulator to make uniform granules |
| Feeder System | Uneven scraping | Adjust the force feeder speed to match the turret speed |
| Punch Tooling | Uneven lower punch pull-down | Clean the punch cams and check for wear |
By fixing these three areas, you make sure every die hole gets the exact same amount of powder. This will keep your tablet weight stable.
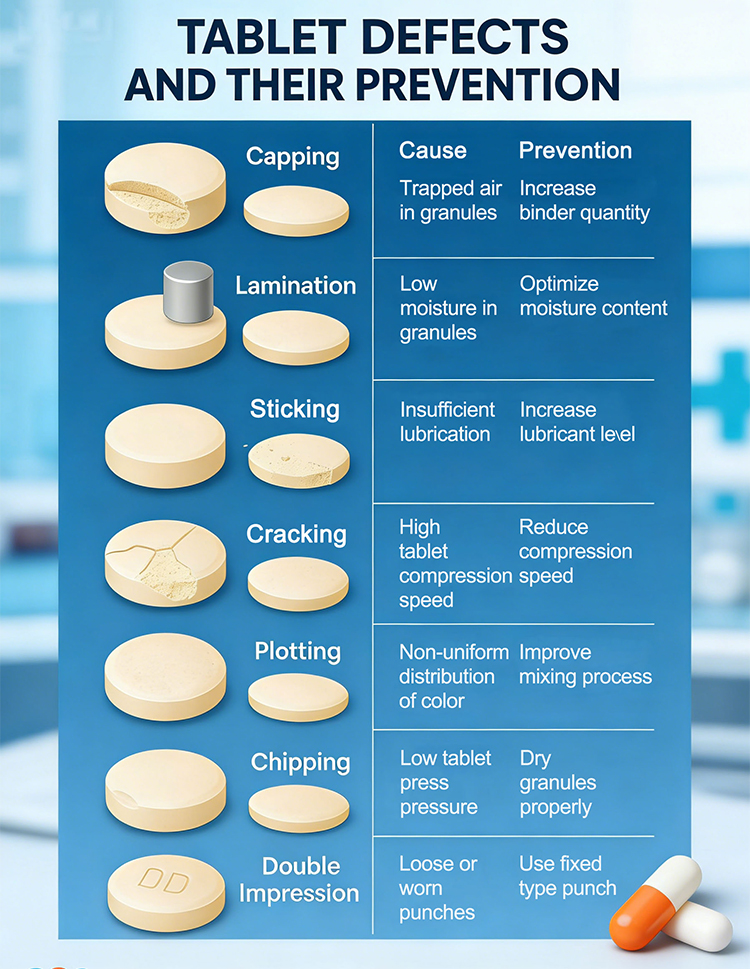
3.How Can You Stop Capping and Cracking in Shaped Tablets?
Your tablets break at the top or edges. Sometimes they split completely. This ruins the look and you cannot sell them. You must stop this cracking fast.
Capping and cracking happen because shaped tablets have uneven stress. The sharp corners take too much pressure. Also, trapped air inside the powder expands after pressing. If you do not use enough pre-compression, the main pressure will crack the tablet.

Tablet Cracking in Shaped Tooling
I once visited a factory making animal shapes for vitamins. The heads of the animal tablets kept falling off. This is a classic cracking problem.
Shaped tablets do not share pressure equally. A round tablet pushes pressure from the center to the outside. A shaped tablet pushes pressure into sharp corners. The corners take all the force and crack.
Another big reason is air. When you fill powder into a complex shape, air gets trapped in the corners. When the main punch hits the powder, the air compresses. When the punch leaves, the air expands and blows the top off the tablet.
4.Steps to Stop Cracking
| Root Cause | Action Needed | Equipment Solution |
| Asymmetrical Stress | Reduce main pressure | Slow down the tablet press machine |
| Trapped Air | Increase pre-compression | Adjust the pre-compression roller to push air out first |
| Poor Binder | Improve formulation | Use a fluid bed dryer to get the right moisture level |
You must let the air out before the final heavy hit. Pre-compression is your best tool to stop capping and cracking.
5.Why Do Shaped Tablets Get Chipped Edges and Missing Corners?
You look at your triangle or oval tablets. The sharp corners are missing. The narrow edges are broken. This makes your whole batch fail quality checks.
Chipped edges happen because the sharp corners of shaped tablets are weak. When the ejection force pushes the tablet out, the tablet hits the die. If the die is worn or rough, the friction rips the corners off.

Chipped Edges on Irregular Tablets
A client wanted to make a star-shaped candy. They used a standard tablet press machine. Every star lost one or two points during ejection.
This is a special problem for shaped tablets. Sharp corners are fragile. They do not have enough powder mass to hold together strongly. When the lower punch pushes the tablet up, it rubs against the die wall. If the die wall is not perfectly smooth, it grabs the weak corner and breaks it.
Also, the take-off blade can hit the tablet too hard. If the tablet comes out at a bad angle, the blade chips the edge.
6.How to Prevent Missing Corners?
| Defect Area | Cause | How to Fix It |
| Weak Corners | Design flaw | Add a small radius to sharp corners in the punch design |
| Ejection Friction | Rough die wall | Polish the die cavity to lower the surface roughness (Ra) |
| Take-off Damage | Bad ejection angle | Adjust the take-off scraper to guide the tablet gently |
Small changes to your punch design can make the corners much stronger. A smooth die wall is always necessary.
7.How Do You Fix Sticking and Picking in Shaped Tablet Tooling?
Your tablet surface looks rough. Small pieces of powder stick to the punch face. Soon, the machine jams. This hidden problem ruins your production run completely.
Sticking and picking occur because shaped cavities have many dead corners. Powder builds up in these corners. If the punch surface is rough, or if the powder is too wet or sticky, the material will grab the tooling and pull away from the tablet.

Sticking and Picking in Tablet Press
I saw a team struggle with a diamond-shaped tablet. They had to stop the machine every ten minutes to clean the punches. The powder was sticking deep inside the points of the diamond.
Sticking is when powder sticks to the die wall. Picking is when powder sticks to the punch face. Shaped tablets have complex logos or deep corners. These areas are very hard to polish perfectly. If the surface is even a little bit rough, sticky powder will hold onto the metal.
Moisture is another big factor. If your granules have too much water, they act like glue.
8.Checklist for Sticking and Picking
| Factor | What to Check | Solution |
| Tooling Polish | Check surface roughness | Repolish punches or use special anti-stick coatings |
| Formulation | Check moisture and binder | Dry granules properly using a fluid bed dryer |
| Lubrication | Check magnesium stearate | Increase lubricant blending time in your bin blender |
You must keep your punches perfectly clean and polished. You must also control the moisture in your solid processing line.
9.What Causes Burrs and Flashing on Shaped Tablets?
You see a ring of extra powder around the edge of your tablet. It looks ugly. It also makes the tablet weigh too much. You need to clean this up.
Burrs and flashing happen when the gap between the punch and the die is too big. High pressure squeezes fine powder out through this gap. This usually means your tooling is worn out or your powder has too many fine dust particles.

Burrs and Flashing on Shaped Tablets
A factory manager once showed me a batch of heart-shaped tablets. Every tablet had a sharp, thin edge of extra powder around it. We call this a burr or a flash.
This happens because of the clearance space. The punch must fit inside the die hole. There is always a tiny gap. When you use an irregular shape, the tooling wears out unevenly. After a long time, the gap gets wider at the corners.
When the tablet press machine applies high pressure, the powder looks for a place to escape. If the gap is wide, the powder pushes up the sides. If your powder is very fine, it escapes even easier.
10.Stopping Burrs and Flashing
| Cause of Flashing | Detail | Action Plan |
| Tooling Wear | Gap clearance is too high | Measure punches and dies. Replace worn tooling immediately |
| High Pressure | Pressing too hard | Lower the main compression force |
| Fine Powder | Too much dust in blend | Sift granules to remove excessive fines before pressing |
New tooling with tight clearances will stop flashing right away. Good granulation also helps keep the powder inside the die.
11.How Can You Fix Uneven Thickness and Hardness in Shaped Tablets?
One side of your tablet is hard. The other side is soft. The thickness is not the same. These weak tablets will break during shipping and packing.
Uneven thickness and hardness happen because of uneven filling. The powder density is different in different parts of the shaped die. Also, if the punch is not aligned perfectly, the pressure hits one side harder than the other side.
Uneven Thickness in Shaped Tablets
I was testing a new tablet coating machine for a customer. Their tablets kept breaking inside the coating pan. We checked the tablets and found that one end of their oblong tablet was very soft.
This is a hidden danger. You cannot always see uneven hardness. It happens because irregular shapes do not fill evenly. One end of the shape gets heavy, dense powder. The other end gets light, loose powder. When the punch comes down, the dense side gets hard. The loose side stays soft.
Another reason is punch alignment. If the punch is slightly crooked, it presses the powder at an angle.
12.Fixing Uneven Hardness
| Problem Source | Why it Happens | How to Correct It |
| Powder Density | Uneven powder flow into die | Use a force feeder with special paddles to pack powder evenly |
| Punch Alignment | Eccentric punch installation | Check the keyways and realign the upper and lower punches |
| Granule Size | Segregation in the hopper | Ensure proper mixing with a V-blender before pressing |
You must ensure uniform powder distribution. This makes the whole tablet strong and ready for the blister packing machine.
13.How Do You Prevent Double Pressing and Lamination in Shaped Tablets?
Two tablets get pressed together. The machine makes a loud noise. The tooling breaks. This causes terrible machine damage and stops your work for days.
Double pressing happens when the lower punch does not push the first tablet out. The tablet stays in the die. The machine fills more powder on top. Then, the machine presses the old tablet and the new powder together. Irregular shapes jam easily and cause this.

Double Pressing in Tablet Machine
I will never forget the sound of a tablet press machine breaking from a double press. It sounds like a gunshot. A client broke five sets of expensive custom punches in one hour.
Shaped tablets are very prone to this. Round tablets roll away easily. Irregular tablets do not roll. They get stuck on the die table. If the ejection cam is worn, the lower punch does not go high enough. The tablet stays half inside the hole. The feeder pushes new powder over it. Then the heavy main pressure hits double the material.
Lamination is similar. The tablet splits into layers because air is trapped or the binder is weak.
14.Preventing Double Pressing
| Risk Factor | Inspection Point | Preventive Action |
| Ejection Cam | Lower punch height | Ajust the ejection cam so the punch is flush with the die table |
| Take-off Scraper | Scraper position | Set the scraper close to the die to clear tablets fast |
| Tablet Shape | Jamming on table | Use air jets to blow irregular tablets down the chute |
Clear the die table completely after every punch. This protects your machine and your tooling from disaster.
15.Why Does Shaped Tablet Tooling Wear Out So Fast?
You buy new punches. They break or wear out very fast. You spend too much money replacing them. This raises your production cost and causes too much downtime.
Shaped tooling wears out fast because irregular punches have asymmetrical stress. The sharp corners take all the heavy pressure and break. Also, if metal dust or hard impurities mix into the powder, they scratch the die and ruin the punch tip quickly.

Fast Tooling Wear in Shaped Punches
A factory owner complained to me that his oval punches only lasted one month. His round punches lasted a whole year. He thought the steel was bad. I explained that the shape was the real problem.
Irregular punches are unbalanced. When a round punch hits powder, the force spreads evenly across the circle. When a star or oval punch hits powder, the force goes straight to the narrow edges. This constant heavy stress causes metal fatigue. The tips chip and break.
Also, some pharmaceutical powders are very abrasive. If you do not use good lubricants, the powder acts like sandpaper on the metal.
16.Extending Tooling Life
| Wear Factor | Cause | Solution |
| Unbalanced Stress | Sharp tooling design | Work with tooling designers to round off sharp internal angles |
| Abrasive Powder | Hard granules | Use proper lubrication and premium steel grades for punches |
| Impurities | Metal in powder | Install a metal detector before the tablet press machine hopper |
You must treat shaped tooling with extra care. Use good lubrication, keep the pressure low, and clean the punches often.
Conclusion
Solving shaped tablet defects requires fixing uneven filling, asymmetrical stress, and poor ejection. Control your powder flow and maintain your tablet press machine to ensure perfect tablets every production run.
Don't forget to share this post!
Tablet Press Machine Related Posts



































Tablet Press Machine Related Products




















Tablet Press Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 156 0710 8630

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine