
From Sticking to Capping: Is Your Granule Moisture Content Ruining Your Tablet Quality?
Do you struggle with tablet defects like sticking or capping? You adjust the pressure, change the tooling, but the problem stays. The real culprit might be hiding inside your granules.
Granule moisture content is a critical parameter that acts as a natural plasticizer and lubricant during tablet compression. If moisture is too high, you get sticking and picking; if it is too low, you face capping and lamination. Controlling this balance ensures proper hardness, disintegration, and stability.

Granule moisture effect on tablets
I have seen many production lines fail because of this simple oversight. Operators often blame the machine first. They think the tablet press is broken. But usually, the machine is fine. The material is the problem. Let’s look at why water is so important.
1.Introduction: The Delicate Balance of Moisture?
Many operators think dry granules are always better. I used to think this too until I saw a whole batch fail because it was "too dry."
Moisture is not just "water weight." It dictates the plasticity, elasticity, flowability, and compressibility of your material. It determines if your tablet forms a solid unit or falls apart. It is the bridge that holds the particles together.**
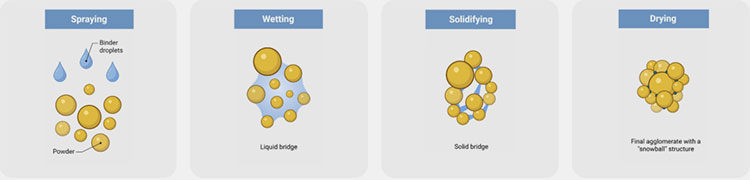
Pharmaceutical granulation process
In tablet production, moisture is a key player. It runs through the whole process. It starts with granulation. It continues through drying. It ends at the tablet press.
I treat moisture as a Critical Process Parameter (CPP). It decides the physical nature of your granule. It affects plasticity. This means how well the granule changes shape. It affects elasticity. This means how much the granule bounces back. It affects flowability. This means how fast the granules move.
At AIPAK, we see this issue often. A customer sends us a material to test. They want a specific hardness. We set the machine correctly. But the tablet is soft.
Why? The moisture is wrong. It affects the external look of the tablet. It also affects the internal quality. If the moisture is off, you get defects. You might see a rough surface. You might see the tablet break. You might see inconsistent weights. You cannot ignore moisture. You must find the "Goldilocks" zone. It cannot be too wet. It cannot be too dry. It must be just right.
2.The Science: How Water Facilitates Tablet Formation?
You might wonder how a tiny amount of water changes a hard rock into a smooth tablet. The answer lies in physics and material science.
Water acts as a plasticizer. It lowers the elastic recovery rate of the material. This allows particles to deform permanently under pressure rather than bouncing back. It also creates liquid bridges that increase the bonding force between particles.
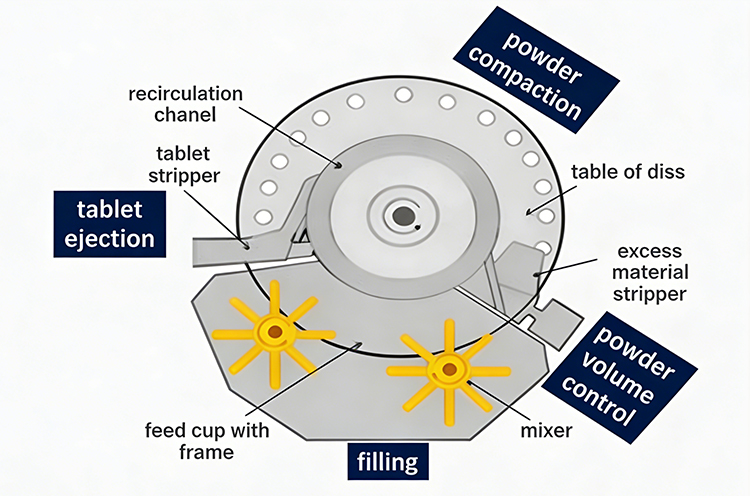
science of tablet compression
Let’s break down the science. I want you to understand the "why." Water is a natural plasticizer.
Imagine a dry sponge vs. a wet sponge. The wet sponge is easier to squeeze. Granules work the same way. When you add the right amount of water, the granule becomes plastic. This means it shapes easily. When the punch hits the granule, it squashes flat. It stays flat. This is good. We want permanent deformation.
Water also acts as a lubricant. It exists between the particles. It helps them slide closer together. This creates a denser tablet. It also reduces the "elastic recovery rate." What is that? Imagine a rubber ball. You squeeze it. It shrinks. You let go. It bounces back. That is elasticity. In tablet making, elasticity is bad. If the granule bounces back inside the die, the tablet breaks. Water stops this. It lowers the elasticity.
Finally, water creates bonding. It increases the binding force between particles. It acts like a glue. This improves tablet hardness. It stops the tablet from splitting. It improves flowability too. It reduces the static charge. It makes the filling process smooth. It keeps the tablet weight stable. But remember, this only works if the amount is correct.
3.Scenario A: Too Much Moisture (The "Sticky" Mess)?
Have you ever opened a press and seen material plastered all over the punch face? This is the nightmare of high moisture.
Excess moisture creates a water film on the granule surface. This causes the material to become sticky and soft. The cohesion drops, and the friction between the granule and the die wall increases significantly.**

sticking and picking defects
When moisture is too high, the granules act strangely. A water film forms on the surface. The whole batch feels sticky. It feels soft. The internal strength (cohesion) drops. This leads to a specific set of problems. The most common one is "Sticking" or "Picking."
The friction between the granule and the punch face goes up. The material sticks to the metal. You will see pits on the tablet face. You will see dents. If you have a logo, it becomes blurry. You might see the edges peeling off. In bad cases, you cannot run the machine. You have to stop and clean it every hour.
Flowability also gets worse. Wet granules like to hug each other. They form clumps. They create "bridges" in the hopper. The material does not flow down into the die. This causes uneven filling. One tablet is heavy. The next one is light. Your weight variation will fail the quality check.
There is also a paradox here. You might think wet things stick together well. But high moisture can cause low hardness. The water acts as too much lubricant. The particles slide around. They do not lock together. You press it, but it stays soft. You touch it, and it crumbles. This is "loose tablet" syndrome.
Finally, consider the biology. High moisture is bad for stability. It creates a home for bacteria. It speeds up chemical degradation. Your drug might expire faster. The tablet might swell in the bottle. It is a mess for quality control.
4.Scenario B: Too Little Moisture (The "Brittle" Disaster)?
On the other hand, you might dry your granules until they are bone dry. You think this is safe, but then the tablets start popping their tops off.
Low moisture makes granules dry, brittle, and hard. The plasticity drops, and the elastic recovery rate spikes. When you compress them, they store energy like a spring and snap back when pressure is released.**

Capping and lamination defects
I see this happen when operators are afraid of sticking. They over-dry the granules. The granules become dry, brittle, and hard. The plasticity goes away. The elasticity goes up. This is the main cause of "Capping" and "Lamination." Remember the rubber ball example?
Dry granules act like strong rubber balls. You force them into a tablet shape. They are under high pressure. As soon as the upper punch leaves the die, the pressure is gone. The tablet expands quickly. The top flies off (Capping). Or the tablet splits into layers (Lamination). This is because the dry granules have a high "elastic recovery rate."
Compressibility also suffers. The granules are too hard. They do not want to change shape. You can turn the pressure up to the maximum. But the tablet is still soft. The particles do not bond. The binding force is weak. You get loose tablets again, but for a different reason.
You also get a lot of dust. Dry granules are fragile. As they move from the hopper to the feeder, they break. They turn into fine powder. This creates dust flying everywhere. It causes "segregation." The fines settle at the bottom. The coarse granules stay at the top. This leads to weight variation.
Also, dry air and dry granules create static electricity. The powder sticks to the machine windows. It clumps together due to static. It bridges in the hopper. The flow becomes erratic. The tablet surface looks rough. The edges chip off. The appearance is poor.
5.Critical Comparison: High vs. Low Moisture Table?
It can be confusing to remember which symptom belongs to which cause. I find that a direct comparison helps clear up the confusion immediately.
High moisture generally leads to sticking, weight variation, and microbial risks. Low moisture generally leads to capping, lamination, and excessive fines. Understanding these distinct profiles helps you diagnose the root cause on the production floor quickly.
| Feature / Defect | High Moisture (Over-Wetting) | Low Moisture (Over-Drying) | Ideal Range (1% – 3%) |
| Physical State | Tacky, soft granules; prone to clumping. | Brittle, hard granules; excessive "fines." | Firm granules with optimal plasticity. |
| Primary Defect | Sticking & Picking: Material adheres to punch faces and logos. | Capping & Lamination: Tablet splits or the top layer separates. | Perfect Finish: Smooth surface with sharp, clear embossing. |
| Internal Mechanism | Strong capillary bridges increase adhesion to metal tooling. | High elastic recovery causes the tablet to "spring back" and crack. | Dominant plastic deformation ensures stable permanent bonding. |
| Tablet Hardness | Low Hardness: Moisture acts as a thick lubricant, preventing interlocking. | Poor Compactability: Lack of bonding bridges leads to "soft" or friable tablets. | High Strength: Dense internal structure with low friability. |
| Weight Variation | High: Poor flowability leads to inconsistent die cavity filling. | Unstable: Static electricity and fines cause uneven filling. | Minimum: Excellent flow ensures high dosage accuracy. |
| Disintegration | Delayed: Creates a dense, waterproof matrix that resists swelling. | Inconsistent: May crumble too fast or fail to activate binders. | Standardized: Reliable dissolution according to USP/EP. |
| Ejection Force | High: Tablet swells and sticks to die walls, causing scraping. | Moderate/High: Increased friction from dry particles against the die. | Low: Smooth ejection with minimal wear on the machine. |
Comparison table of moisture effects
I like to use tables to simplify things. It helps my team troubleshoot faster. Here is a breakdown of High Moisture vs. Low Moisture.
| Feature | High Moisture Impact | Low Moisture Impact |
| Granule State | Sticky, soft, low cohesion | Dry, brittle, hard |
| Main Defect | Sticking & Picking(Material sticks to punch) | |
| Capping & Lamination | Tablet breaks horizontally | |
| Elasticity | Low (Good for forming, bad if sticky) | High** (Bad, causes expansion/breaking) |
| Flowability | Poor. Clumps and bridges | Poor. Static electricity and segregation |
| Hardness | Low. Particles slide, don't lock | Low. Particles don't bond, just bounce back |
| Appearance | Pitted surface, rough, blurry logo | Chipped edges, rough surface, layers |
| Weight Control | Unstable (Fill is uneven) | Unstable (Static and segregation) |
| Long Term | Microbial growth, degradation | Physical breakage during shipping |
This table is your cheat sheet. If you are on the floor and see the logo is blurry, check for high moisture. If you see the top of the tablet popping off, check for low moisture.
But there is a "Sweet Spot." When the moisture is right, the granule has good plasticity. It has moderate elasticity. It flows like water. The compression is smooth. The quality is uniform.
At AIPAK, we help you find this sweet spot. We look at your formulation. We test your process. We ensure you are not guessing.
6.Engineering Solutions: How to Achieve the "Golden Ratio"?
Knowing the problem is half the battle. The other half is having the right equipment to control these variables precisely.
To achieve the golden ratio of moisture, you need integrated processing solutions. This includes High Shear Mixers for uniform wetting, Fluid Bed Dryers for precise drying control, and Tablet Presses with pre-compression capabilities to handle elastic recovery.**

AIPAK tablet production line
So, how do we fix this? We use engineering. It starts with the **High Shear Mixer Granulator**. You need to add the binder liquid uniformly. If you add it poorly, some granules get wet, and some stay dry. Our mixers ensure every particle gets the same amount of moisture. This creates a uniform batch.
Next is the drying. This is crucial. We use **Fluid Bed Dryers**. Old tray dryers are risky. They dry the outside of the cake but leave the inside wet. Fluid bed dryers float the granules in warm air. Every granule dries at the same speed.
We can control the temperature exactly. We can use moisture sensors. We stop the drying exactly when you reach the target (e.g., 2% or 3%). This prevents the "over-drying" that causes capping.
Finally, we look at the **Tablet Press Machine**. Even if your moisture is slightly off, a good press can help. Our rotary tablet presses have "Pre-compression" stations. This is a light squeeze before the main squeeze. It pushes out the air. It gives the granule time to settle. This helps with the elastic recovery issue. It reduces capping.
We also offer formulation support. Sometimes the equipment is fine, but the recipe is wrong. We help you adjust the binders. We help you optimize the process. We ensure your line is GMP compliant. We provide the full solution, from the powder mixer to the final blister pack.
Conclusion
Granule moisture is a double-edged sword that dictates tablet quality. You must strictly control it to avoid sticking, capping, and weight variation. With AIPAK's precision equipment, you can master this balance.
Don't forget to share this post!
Tablet Press Machine Related Posts



































Tablet Press Machine Related Products




















Tablet Press Machine Related Videos
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 156 0710 8630

Want the best price & newest pharmaceutical machinery buying guide,tips and trends sent straightly to your box?Sign up for AIPAK’s monthly newsletter,we’re free for your consultation and Offer you the most suitable solutions!
The Buyer's Guide
- Capsule Filling Buyer's Guide
- Blister Packaging Buyer's Guide
- Tablet Counting Buyer's Guide
- Tube Filling Buyer's Guide
- Cartoning Buyer's Guide
- Gummy Making Buyer's Guide
- CO2 Extraction Buyer's Guide
- Empty Capsules Buyer's Guide
- Suppository Filling Buyer's Guide
- Tablet Coating Buyer's Guide
- Tablet Press Buyer's Guide
- Softgel Encapsulation Buyer's Guide
Most Popular
- 7 Importance Of Pharmaceutical Packaging In Different Applications You Must Know
- 6 Advantages You Must Know About Tablet Counting Machine
- 8 Advantages of Blister Packaging You Must Know
- 6 Critical Applications of Automatic Capsule Filling Machine
- 6 Stations You must Know to Improve the Filling Quality of Automatic Capsule Filling Machine